
We use cookies to ensure our website works properly and to personalise your experience. Cookies policy
Acharya & BM Reddy College of Pharmacy, Soldevanahalli, Bengaluru, Karnataka, India 560107
Despite their extensive usage, the performance of BCS Class II drugs is often hampered by the low solubility of these drugs. In order to overcome these shortcomings, nano-crystal technology enables effective reduction of particle size to the nanoscale. The utilization of nanocrystals helps significantly enhance the water solubility and biological utilization of drugs poorly solvable. However, aggregation, Ostwald ripening, and polymorphic transitions, among other issues, may compromise their stability and performance in general. Stabilizers, such as surfactants and polymers, researchers, and agents, help to overcome such difficulties. Two major methods are used for nanocrystals preparation: top-down processes (e.g., high-pressure homogenization and media milling), in parallel or alongside bottom-up approaches (such as antisolvent precipitation and supercritical fluid processing). The uniformity of particle size achieved by these methods makes drug dissolution and absorption easier. Nanocrystals do not stay in the oral administration as they have been explored for parenteral, pulmonary, ocular and transdermal administration thus endowing it with an additional role in modern medical treatments. Choosing the proper technique to prepare, stabilizing agents, and storage will ensure stability of products and safe therapeutic results. Modern developments in nanotechnology and processing have resulted in superior nanocrystal formulations, which are the promising ways to address barriers to solubility and bioavailability in pharmaceuticals.
Most drugs seeking novel delivery systems belong to the BCS Class II category at present. The drug classification of BCS II shows excellent permeability characteristics along with minimum solubility properties. Lower bioavailability emerges from the drug's low solubility, even though it is potent and permeable easily. The pharmaceutical production process experiences major challenges from medicines that possess both low solubility and rapid dissolution speed.
Drugs use multiple delivery approaches and methods to avoid these restrictions. Enhanced drug solubility remains a highly desired solubilization method because existing techniques that include cyclodextrin-drug combinations and dendrimer additions and ionization using salting out processes and co-solvent incorporation have produced proven results [1].
Micro particles along with nanoparticles, emerge when drug or carriers experience dimensional reduction. The small dimensions of these nanoparticles provide them with numerous surfaces enabling increased dissolution rates. The drug substance exists within the formulation matrix as well as distributing on the outer surface of the particles. Different types of nanoscales pharmaceutical devices exist including micelles, liposomes, solid lipid nanoparticles, polymeric nanoparticles, PEGylated nanostructures, nanocrystals, cyclodextrin, dendrimers, nanotubes and metallic nanoparticles (et cetera) 2.
Scientists can direct nano-particle adsorption to certain tissues or organs through changes in surface polarity and surface attributes together with modification of particle charge. Furthermore, research showed that these nanoparticles demonstrate successful application in gastrointestinal tract and blood-brain barrier mucoadhesive delivery systems [3].
The numerous nanotechnology-based tumour targeting methods benefit heavily from nanocrystals because they excel at drug content delivery during active and passive targeting [4]. Narrowing down the nanocrystals to nanoscale dimensions produces broad surfaces that boost saturation solubility capability while reducing diffusion pathway lengths to enhance drug availability. Nanocrystals represented a vital method for improving the absorption rates of drugs that are difficult to dissolve. The drug industry faces significant obstacles due to solubility problems that affect around 60% of synthesized molecules and 40% of screening molecules under development [5].
Drug nanocrystals exist as crystal particles measuring less than one nanometre in dimension. Almost the entire colloid field uses the size threshold of 100 nm or under 20 nm to define nanoparticle classification. Particle classification as a nanoparticle depends on what field of science you examine the matter through. The pharmaceutical industry utilizes the size unit to classify nanoparticles at 1000 nm (=1 m) or below this value as nano while micro-scale particles remain above 1 to 1000 m. One main distinction of drug nanocrystals is their lack of carrier components since these particles exist only as pure drug formations. The dispersion of drug nanocrystals through liquid media leads to the formation of Nano suspension. The use of stabilizers through surfactants or polymeric stabilizers becomes necessary to prevent dispersed particles from sinking from suspension. Any combination of water-based solutions and oil-based media with liquid polyethylene glycol [PEG] can serve as dispersing fluids for nanocrystals.
The outcome from transforming microcrystals into drug nanocrystals through precipitation methods varies between crystalline structures and amorphous forms based on the utilized production technology. The term nanocrystal should not be used to describe these amorphous drug nanoparticles because they do not meet the proper definition. The description of "nanocrystals in the amorphous state" appears often in literature [6].
The large surface-to-volume ratio of nanocrystals facilitates easy dissolution of low-solubility drugs [14]. Drug solubility increases when researchers convert substances through lyophilization into nanocrystal structures with an amorphous state [15]. The production process for Nanocrystals proves simpler because they do not require extra matrix materials [14]. These nanocrystals provide medicine delivery options as they work through topical and intravenous or oral routes, which makes them suitable for various therapeutic needs [16]. Solid lipid nanoparticles served to improve both the drug release rate and itraconazole stability in blood [15]. Though promising research remains susceptible to dangers related to both toxicity development and mass-produced clinical applications. Additional investigational work must be conducted for maximum optimization of nanocrystal functions when applied therapeutically and to assess their effectiveness and security levels during drug delivery systems [17].
Pharmacological drug activity, together with bioavailability enhancement in various dosage forms like oral and injectable and topical, depends prominently on nanocrystal technology. Nanocrystals prove helpful for drugs that show weak solubility since they offer greater surface exposure alongside boosted solubility properties. Drugs can be distributed in targeted ways that overcome biological barriers to offer optimal drug delivery service because of this feature.
Oral Dosage Forms
The dissolution rates of poorly soluble drugs improve substantially after drug manufacturers use nanocrystals due to their enhanced solubility [18].
The use of excipients in formulations gives stability to prevent aggregation while improving gastrointestinal retention duration [19].
Nanosuspension converts into solid forms through spray drying and freeze-drying techniques, which both stabilize the product while improving administration ease [19].
Injectable Dosage Forms
The administration of intravenous nanocrystals leads to rapid drug release together with enhanced bioavailability for difficult-to-deliver drug formulations [19].
Scientists today use modern research to design nanocrystals for distinct delivery systems that help minimize drug side effects [20].
Topical Dosage Forms
Nanocrystals serve as potential candidates for topical applications because they improve drug skin penetration [16].
The nano-crystals show flexibility in formulations because they work well with different topical products, including creams and gels, while improving medical benefits in dermatological therapies [21].
2. Instability issues of nanocrystals
Particles with smaller dimensions have more surface energy, which results in their size growth for surface energy reduction throughout storage duration. A review of the representative phenomena most influential on nanocrystal particle size appears in this section, which includes aggregation alongside sedimentation and Ostwald ripening.
2.1. Aggregation
Numerous crystal aggregates create instability in Nano suspensions, thus making them an unstable mixture of different substances in water. The particles in suspension perform Brownian motion because of their attraction and van der Waals forces, while they can collide and attach, and coalesce with one another. During suspension manufacture as well as storage time, nanocrystals show visible signs of aggregation. The drug dissolution rate, along with solubility, decreases because aggregated nanoparticles demonstrate bigger dimensions and wider size distributions [7].
2.2. Ostwald ripening
The process of Ostwald ripening produces crystal development through solubility variations between particles of different sizes. The solubility rates of an insoluble drug solution can rapidly increase through nanocrystal suspensions because of the Ostwald-Freundlich equation. Particulate drug dissolution increases when their size decreases below 1 micrometer.
log s2s12σM1r2-1r1/ρRT

The process involves the interaction of two variables - drug solubility S1 and S2 alongside particle radii r1 and r2 - as well as surface tension between the liquid solvent and drug σ. This relationship exists with the help of two parameters, M and ρ. The calculation includes the relative molecular mass M together with the density ρ of solid drugs and the molar gas constant R, at temperature T. Small crystals demonstrate greater saturation solubility than large crystals because of their increased surface free energy, although both are immersed in the same solution. The contact between small and large crystals creates a dispersed mass transfer that permits the growth of bigger crystals while the smaller particles diminish into nothingness [8].
2.3. Sedimentation
The instability of nano suspensions occurs mainly from sedimentation effects. Gravity causes larger particles to settle below in suspensions, and their motion follows the principle established by Stokes' law.
v=2r2ρ1 -ρ2 g/9η

Where g is the gravitational acceleration, η is the viscosity of the dispersion medium, r is the particle radius, ρ1 and ρ2 are the densities of the particle and medium, and v is the particle's settling velocity. There are two categories of sedimentation behaviour for nanosuspension: flocculation and deflocculation. Rapid and loose sedimentation, as well as the ability to rapidly redisperse particles, are characteristics of flocculating suspensions. On the other hand, deflocculating suspension exhibits a gradual and thick settling. If the sediments can be easily redispersed and the deposition rate is low, nanocrystal deposition is acceptable. On the other hand, irreversible precipitation can cause significant variations in drug quality, making it impossible for patients to get a consistent dose. In order to increase the stability of nanocrystal pharmaceuticals, nanocrystal deposition must be inhibited [9] [10].
3. Methods of preparation
Production techniques for nanocrystals follow either the bottom-up or the top-down method classifications. The controlled precipitation approach drives bottom-up procedures while comminution provides the foundation of top-down approaches. The publication Traditional methods for producing drug nanocrystals in an aqueous or nonaqueous dispersion medium contains comprehensive information about multiple preparation approaches with their advantages and disadvantages included. The prepared product represents a nanosuspension, which consists of dispersed nanocrystals stabilized by particular surfactants or polymers in a dispersion medium. Various pharmaceutical preparation methods exist for delivering drug nanocrystal formulations through parenteral and oral routes (nanosuspension, tablets, pellets, capsules, etc [11].
3.1. Top-Down Techniques
The pharmaceutical industries now accept top-down techniques, although limited product development has taken place using these methods. High-energy operational methods based on friction convert pharmaceutical particles into nanometre dimensions through frictional reduction processes. The two main top-down techniques include Media milling and high-pressure homogenization. These two techniques, with their capability for commercial-scale manufacturing, have become standard processing methods within pharmaceutical manufacturing sectors [12]. The manufacturing of nanocrystals through top-down methods represents an accepted universal procedure because this approach provides production scale flexibility as a key benefit. Several nanocrystal-based commercial products have been produced through this method because it works both commonly and reliably [1]. Nonetheless, the method requires significant time, high energy reaching 1700 bar, while the heat produced by grinding could lead to product degradation or contamination.
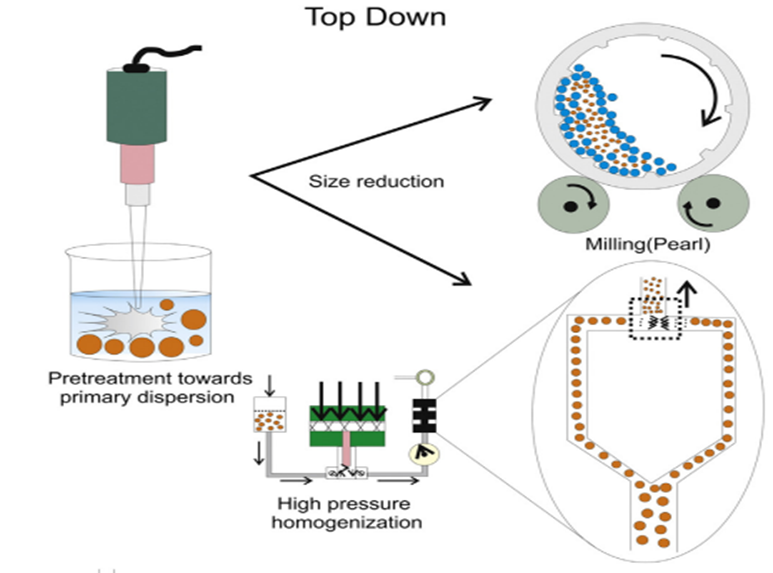
Fig 1. Preparation of nanocrystals: [22].
As shown in figure 1 it is a schematic diagram of top-down (media milling and high-pressure homogenization) approaches to the synthesis of nanocrystal. Such high-energy methods permit commercial scale production but may cause degradation or heat contamination .
3.1.1. Media milling
The basic elements in media milling include both a recirculating chamber that runs the milling operation, together with a cooling mechanism to control temperature, while adding milling media that processes the particles into nano-scale dimensions. The crucial elements used in media milling consist of glass pearls along with zircon oxide and rigid polystyrene derivatives, and other materials. Medium-sized slurry from the raw particles enters the milling chamber along with appropriate stabilizing surfactants through nonaqueous or aqueous solutions. The grinding process by milling media produces particles extending from 10% to 50% of the recirculating chamber volume (w/v) and reaching up to 30% (w/v) of the initial slurry volume. Agitation forces create powerful mechanical shear and impact, which results in a reduction of crude slurry particles' dimensions [13]. Media milling operates in batch processing as well as continuous circulation mode according to the needs of finished product specifications. To achieve consistent nanocrystals within small dimensions, continuous mode operation remains essential. Patients must be aware that temperature increases that occur during continuous circulation mode can affect drug particle stability throughout time. This stability problem can be prevented by using a coolant to control the chamber temperature increase. Research groups headed by Liversidge developed the very first version of media milling to produce nanocrystals. Elan Pharma implements this technology for commercial drugs such as Rapamune and Emend and Tricor, and Megace ES, among others, which have been released into the market.
3.1.2. High-pressure homogenization (HPH)
By using HPH technology crude drug solutions pass through small homogenization channels under intense pressure conditions. Excessive pressure allows several size reduction mechanisms to work simultaneously which includes both shear forces and cavitation and particle collisions and others. The first step of HPH process involves distributing crude drug powder within media containing surfactants as stabilizers. After dispersion the solution moves into homogenization outlets to decrease the particle dimensions before experiencing pressure drops. The proper nanocrystal production size results from subjecting the dispersion obtained after size reduction to high-pressure homogenization. Crude drug solutions move under extremely high pressure through ultra-thin homogenization channels in the HPH process. High-shear forces and cavitation, and particle collisions, together with other mechanisms, perform the size reduction process. Crude drug powders initially need to be dispersed in media solutions, including stabilizing surfactants, for the HPH operation. Homogenization follows size reduction through the processing of dispersions using three separate methods that include homogenization and both low-pressure shearing and high-speed shearing. To obtain optimal nanocrystal formation, the homogenization process requires application of high pressure to the size-reduced dispersion medium [23]. The three main types of high-pressure homogenization differ according to equipment selection and media choice: homogenization in aqueous media and homogenization in nonaqueous media, and microfluidization.
The production of nanosuspension in aqueous media using homogenization occurs at room temperature through aqueous media. The method for preparation originated from Muller as well as his team members. The drug distribution begins with mixing particles with suitable stabilizers present in water solutions. The obtained dispersion traverses through a narrow homogeneity gap while experiencing forced compression from a piston function at high pressures between 1500 and 4000 bar. The width of the homogenization gap ranges from 5 to 20 μm based on how the final dispersion viscosity interacts with the required end-particle dimensions. The boiling point of aqueous media increases during homogenization so this generates the risk of gas bubble formation. Under the high-pressure conditions within the gap the collapse occurs until outside liquid entrance causes pressure reduction leading to rapid bubble disintegration. The three main forces which affect drug particle size reduction during dispersion are cavitation processes combined with high-shear forces and turbulent flow. Several drawbacks affect this approach because it uses aqueous solutions. The hydrolysis of aqueous-sensitive drugs causes stability issues in addition to requiring extra drying procedures using lyophilisation techniques at high costs and removal of large amounts of aqueous medium [24].
In the nonaqueous media homogenization method, the nanosuspension is prepared in non-aqueous media like PEG 400, PEG 600, oil, etc. In some cases, that is, when the solid phase is more soluble in the second liquid than in water, nanosuspension in nonaqueous liquids is significantly more favourable. These may include volatile water-ethanol admixtures of dispersion to make dry products faster, oil-dispersed nanocrystals in soft gelatin capsules, nanosuspension of aqueous unstable medicines, etc. Oils and fatty acids have very low vapor pressures at room temperature compared to aqueous media, which leads them to have very high boiling points. Indeed, the formation of cavitation cannot be related to the decrease in the static pressure during the homogenization. As a consequence, this method of particle size reduction has lower efficiency compared to aqueous dispersions. The nonaqueous methods, as the name suggests, do not involve the use of water; hence, to achieve a good decrease process, there is a need to apply high temperatures. Instead, a deep freeze homogenization method has been used, for instance, in NanoPure/where the temperature is kept at -20°C.
In microfluidization technology, the most important phenomenon is the jet stream. The suspension of the drug particles is passed through a homogenization chamber, which may be “Z-shaped” or “Y-shaped,” and achieves high velocity and acceleration. To increase the particle reduction, the suspension is passed through these chambers several times. Sometimes that may be for the ideal size, repetitions may be in multiples of 10. Three major drawbacks of this technology towards a good nanocrystal preparation procedure include time Frame, number of cycles per chamber, and micro particles that are produced at the time of micro fluidization [25].
3.2. Bottom-up techniques
3.2.1. Precipitation technique
This technique involves the growth of nanocrystals in solution. This precipitation process involves two crucial phases. The formation of new crystals is one, and the nucleation process is another. The nucleation process is extremely important in the case of nanocrystal precipitation because it is essential to produce very small and homogeneous nanocrystals. More nuclei are extracted from the supersaturated solution when the nucleation rate is high. Another factor contributing to the narrow particle size distribution of nanocrystals is the large number of nuclei that were obtained collectively during the nucleation step [26]. Methods like mixing with an antisolvent or removing the solvent can be used to activate the nucleation process. The usual mixing apparatus is either an agitator blade or a magnetic stirrer. As an alternative, current equipment uses impinging jet reactors, multiple inlet vortex mixers, static mixers, etc., to provide efficient mixing in milliseconds. Additionally, ultrasonication is available to generate cavitation forces and encourage nucleation. Techniques like freeze-drying or spray-drying are frequently employed to effectively dry the resulting nanocrystals [27]. The main advantages of this technique are that the equipment used is simple and easy to handle, and low-cost. Making use of static blenders, micromixers, etc., makes scaling up quite simple as well. The fact that the precipitation techniques are not universal in approach is their main drawback. Due to uncontrolled particle growth, these approaches are only successful for a small proportion of compounds; they cannot be used to process the majority of pharmaceuticals. Because of their particular benefits in terms of physical qualities, diffusivity characteristics as a gas, and solubilization behaviour as a liquid, supercritical fluids such as supercritical carbon dioxide can be employed to create nanocrystals. The major advantage of this technique is the immediate removal of these fluids without extra drying of nanocrystals [28].
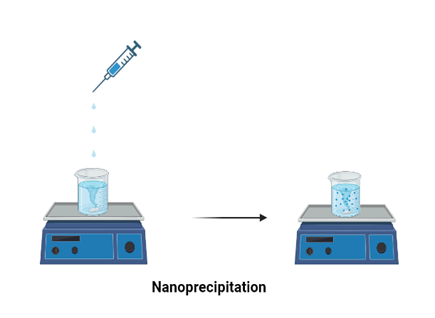
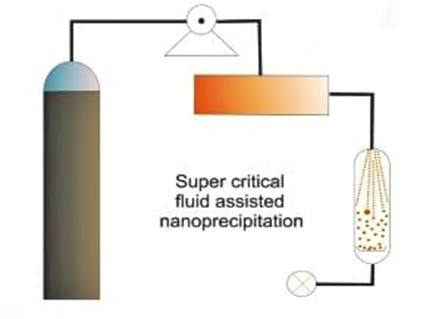
Fig. 2 Preparation of nanocrystals: Bottom-up process [22].
Figure 2 also shows bottom-up techniques like precipitation, which involve nucleation and crystal growth of a supersaturated solution. The uniformity of nanocrystals Nanocrystals are uniform since fast nucleation is imposed during efficient mixing equipment (e.g., impinging jet reactors, static mixers, ultrasonication). These methods are compound specific, yet otherwise affordable and scalable, owing to the challenge of directing the development of the particles. An alternate to this is where supercritical fluids like CO 2 are used to carry out the synthesis of nanocrystals without any subsequent drying process.
3.3. Combined Techniques: Precipitation-Homogenization
Precipitation has the general tendency of forming higher and well-defined crystals up to a micrometre level, as seen earlier in the section on precipitation. Furthermore, the precipitated drug particles are also either amorphous or only partly amorphous. Because of the likelihood of going back to the crystalline state rather than the amorphous state, these affect stability and bioavailability. These stability and bioavailability issues can be overcome by using both the method of precipitation and homogenization. These combined procedures are used to further homogenize the precipitated particles and to ensure that the precipitated particles remain in the nanosize dimension [29]. The precipitated amorphous particles are then turned into crystalline particles that are more stable during the secondary homogenization process, which also acts as an annealing process. However, it can be noted that the costs of combination processes are higher than in the case of separate methods, which should be considered when selecting a method for preparing nanocrystals
The use of nanotechnology has provided a new field of approaches in drug delivery systems as it has helped to bring new prosperity in all fields like chemistry, physics, and even life science. In particular, nanotechnology medicines have an exceptionally beneficial outlook for the treatment of tumours [30]. Many pharmaceutical nanocrystals have been launched into the market due to the unique characteristics of nanocrystals. There are two general approaches to the production, including the bottom-up approach involving antisolvent precipitation and the top down involving methods such as high-pressure homogenization, media milling, among others. The bottom-up strategy has not yet manifested itself in a product being bought in the market. Instead, wet media milling or high-pressure homogenization are the techniques that are commonly applied to prepare the products to be sold.
3.4. Processing of nanosuspension to form nanocrystals
The most common technique that is used in drying of aqueous nanosuspension is lyophilization spray-drying methods. All these have the advantage of one kind or the other. In most cases, lyophilization is preferred since it can be utilized for thermolabile chemicals, recalcitrant to methodologies that involve heat treatment and it helps to avoid the disruption of the nanosuspensions’ structure [31]. However, spray drying is often used mainly because it decreases the amount of residual moisture in the product as well as time and financial resources required for the process [32]. Both these techniques thus necessarily involve the incorporation of a large amount of dispersants, such as sugars and polymers (in many cases, more than the amount of the drug). The extent of freezing and the rate at which this is done are some of the main things that define lyophilization. Ward’s and Lee’s studies of nanosuspension discussed the role of the freezing rate used, as well as the concentration of the medication about cryoprotectant. They showed that the increased nucleation rates and decreasing the size of the crystals result in the higher freezing rates the lower d: r/c ratios and the less agglomerated final products Like in experiments with the samples of freeze-dried danazol, loviride, AZ68 and oridonin it was proved that the addition of sugars enhances the dispersion characteristics of the final frozen products. Moreover, reported exceptions existed [33] [34]. As elaborated by Kumar et al., sugars in the concentration of 25–250 wt. % are incapable of preventing the aggregation of albendazole nanosuspension. They could not observe any sign of aggregation when an extra 12.5-weight percent HPMC or 2.5-weight percent carbopol was added [35].
The authors Van Eerdenbrugh et al. concluded that even though aggregation occurred in the last stage of drying, it was distinguishably clear that cryoprotective effect of sucrose could be proven for freeze drying of itraconazole nanocrystals when more sucrose levels were added. When water-insoluble microcrystalline cellulose is incorporated into the formulation, there was increased rate of disintegration which increase with increased concentration of MCC but in this study, MCC was proven to be a better matrix former. This could be attributed to characteristics of the drug itself as to how much of the dispersant is required for a reasonable re-dispersibility [36]. Kim et al. have shown that itraconazole required carrageenan concentration of at least 3 wt.% during the freeze-drying process while naproxen only required 0.5 wt.% [37].
Among the controlling parameters feed temperature and intake suspension concentration are deemed to play a decisive role in the modelling of spray dried process. As previously studied, a higher concentration of suspension and feed temperature increase the rate of the drying process; however, these two factors should be regulated.
On the one hand, it must be recognized that a high feed temperature is not always good for the stability of the drug and may lead to sugar fusion. On the other hand, it could also lead to the disruption of structural integrity of the droplet; this may lead to the formation of fused or donut shaped particles in the crystallized nanoparticles when undertakng the spray drying process [38][39]. High concentrations of sugars may be an issue since the product will stick to the wall of the drying chamber[40] Melting points are not suitable for comparing the glass transition temperature for the spray drying of seeds since they are higher. In current known sticky powders to be produced by sugars having lower glass transition temperature than pure sucrose that include dextrose and sucrose (Tg = 62°C; 31°C, respectively). However, mannitol has glass transition temperature of about 87 °C while lactose has glass transition temperature of about 101 °C and therefore it forms easily flowable powders. This is due to the fact that sugars, in the process of drying, turn from a crystalline state and thus may influence the precise moisture content of the dried matter. For example, during spray drying, it is possible for lactose to be converted to its monohydrate form and therefore the dried powders produced are more moist as compared to those produced from mannitol [41].
Besides, other polymers that have been used in spray drying of nanosuspensions include nifedipine (mannitol), EMD 57033 (lactose), microcrystalline, PVP, and others. When polymeric dispersants are applied in spray drying, their solutions in water can physically set during the process of water evaporation. This physical gelling will then reduce the mobility of the drug nanoparticles and the interacting chain involvement of the stabilizer molecules on the surface of the drug nanocrystals. In the nanocrystal suspension spray drying process, mostly, an amorphous structure is obtained since the solvent dries up very fast [42]. Since the amorphous state of some polymers can transform into a lower energy crystalline form during storage, while solubility and dissolving properties of the product can be enhanced by converting the material into amorphous form. Unfortunately, it is impossible to predict how long these conversions will last.
4. Applications of Nanocrystals
4.1. Oral delivery
4.1.1. Enhanced Solubility and Dissolution Rates
Particularly, it must be noted that the use of nanocrystals may have an ability to enhance the solubility of a drug by several orders. For example, relative solubility of Griseofulvin was 10 times more soluble than the solubility of a pharmaceutical pure grade [43].
When eplerenone was developed in nanocrystal form, it reached a very high dissolving rate of 96.75% this is an indication that this mechanism of nanotechnology has worked for increasing the release of the drug [44].
The stabilizers are added to the nanocrystal products so that the product can remain stable and cannot coagulate or aggregate, which helps in maintaining the property of bioavailability [45].
It is conceivable that fine-size stable nanocrystals can be generate by solvent anti-solvent precipitation and emulsion solvent diffusion [43][44].
4.2. Injectables:
4.2.1 Enhanced Solubility and Bioavailability
The enhancement in solubility by nanocrystals having a positive treatment effect on a drug improves solubility of PWS especially in injectable formulations through size reduction and stabilization technique like wet milling and high-pressure homogenization techniques.[16][46].
In the traditional Chinese medicine practice, nanocrystals involve those that were solubilized and stabilized and this enhances the therapeutic efficacy hence reducing on drug resistance [47].
4.2.2 Controlled Release Systems
It was found out that the process of encapsulating nanocrystals to biopolymer based injectable hydrogels including sodium alginate and collagen is the process with the most potential to delivering drugs with decrease.
Stabilizers, such as polyvinyl pyrrolidine and sodium lauryl sulfate, come in handy in the attainment of the desired release characteristics of the nanocrystals [48].
4.2.3 Targeted Drug Delivery
Analyzing the experiences with surface modification of nanocrystals, such as PEGylation, rating of targeting and interaction with mucosal tissues was reported to be enhanced whereas, direct contacting of the nanocrystals with the mucosal tissues was found to be reduced [49].
This is seen in nose-to-brain administration models, and these changes bring about an increased access and uptake in the target tissues [49].
4.3.Topical formulations:
4.3.1 Increased Solubility:
High saturation solubility is one of the remarkable characteristics of nanocrystals and it is the reason why, in poorly soluble drugs, these compounds contribute to improved permeation through the skin [50].
4.3.2 Skin Adhesiveness:
Nanocrystals also have a distinct advantage of remain on the skin for longer time due to their small size and the process of delivery of the drug is enhanced [50].
4.3.3 Stability and Reduced Toxicity:
Owing to the fact that nanocrystals need small amounts of excipients, their chemical stability is high and toxicity is low. therefore, they are useful, especially when it comes to the use by individuals with sensitive skin [51].
4.3.4 Treatment of Skin Disorders:
There are quite many accounts of applications of nanocrystals in formulations for the treatment of diseases such as psoriasis, fungal infections, and wound healing, which is strong evidence of their significance in the therapeutic field [51].
4.3.5 Cosmetic Enhancements
The use of nanocrystals in cosmetic products has been effective, it promotes skin transport and makes the skin brighter by boosting the efficacy of the cosmetic products such as vitamin C [52][53].
5.0 Marketed formulation:
5.1 Table No: 1 Marketed Nanocrystal Formulations
|
Route of Administration |
Brand Name (API) |
Indication |
Key Advantages |
Approval Year & References |
|
Oral Solution |
Rapamune® (Sirolimus) |
Immunosuppressant (Prevention of organ rejection in transplant patients) |
Enhanced solubility, improved bioavailability, and more reliable drug absorption |
FDA-approved in 2000 [24]. |
|
Oral Suspension |
Emend® (Aprepitant) |
Antiemetic (Prevention of chemotherapy-induced nausea & vomiting) |
Rapid dissolution, increased absorption, improved bioavailability, and fewer drug-food interactions |
FDA-approved in 2003 [54][55]. |
|
Oral Tablets |
TriCor® Nanocrystal (Fenofibrate) |
Lipid-lowering agent (Hypercholesterolemia, Hypertriglyceridemia) |
Enhanced solubility, improved lipid-lowering efficacy, and higher bioavailability with minimal food effect |
FDA-approved in 2004 [56]. |
|
Triglide® Nanocrystal (Fenofibrate) |
Lipid-lowering agent (Hypercholesterolemia, Hypertriglyceridemia) |
Increased dissolution rate and improved bioavailability compared to coarse and micronized suspensions |
FDA-approved in 2005 [57]. |
|
|
Plavix® Nanocrystal (Clopidogrel) (Proposed) |
Antiplatelet (Prevention of blood clots) |
Intended to enhance dissolution rate and bioavailability |
Development proposed; status needs confirmation [58]. |
Table 1 demonstrates that a number of nanocrystal-based formulations have been establised and licensed in oral route of administration as solutions, suspensions, as well as tablets. These are the marketed products which include Rapamune 623 (Sirolimus), Emend 625 (Aprepitant) and TriCor/Tricor 627 (Fenofibrate) that have shown a remarkable improvement in solubility, absorption, bioavailability and therapeutic effect. Markedly, the nanocrystal technology as well reduces food influences and enhances the rate of dissolution. Other more recent formulations such as Plavix Nanocrystals Clopidogrel are currently at the development or proposing stage and still need to be clinically proven.
5.2 Future Perspectives:
5.2.1 Smart nanocrystals
Stimuli-Responsive Release: Smart nanocrystals allow the drug to be released to the different organs in the body depending on certain stimuli such as pH, temperature, or enzymatic action; thus, the therapeutic agents will only affect the diseased organs.
It can be engineered in such a manner that it will only move to the intended tissue or a cell, which is the best approach towards diseases such as cancer or IBD [61][60].
It is potentially possible they should be able to create a vast number of therapeutic products such as small molecules and proteins to cure ailments in the body [59].
Thus, the shortcoming with regard to the synthesis of smart nanocrystals appears to be the control issue and the other factors that can distort when there is a process of developing a large number of nanocrystals [62].
Likewise, safety and regulatory concerns of these developments for clinical use should be well managed [59].
5.2.2 Nanocrystal-based targeted delivery systems.
These nanoparticles are designed by the scientists for release only under certain conditions and these conditions include pH, temperature or light making it possible to give the drug an exact location through pegylation and ligand addition Some of the strategies used in this field include [63][64].
The current position of research is to attempt to make nanoparticles more biocompatible, at the same time that may reduce the toxic effects of the nanoparticles during clinical trials Regulatory barriers Although there may be new regulations awaiting to emerge in the coming years, even in this regard, nanometallurgy and biomaterials are ideal to advance the existing standard but the problem of regulations remain a constraint for nanotechnology products [65].
Nanotechnology is likely to become the link between personalized therapies and effective medicines, or in other words the therapies will be more suitable to the individual and the result will be that the individual can expect that the treatment will be well received and have fewer side effects.The application of nanotechnology in delivery of drugs is a technique that has been incorporated through trials with clinical and as such, it is possible to use the technology in different diseases including cancer and Alzheimer disease [63][65].
CONCLUSION:
In the present era, the BCS class II drugs are considered as most challenging for formulation due to solubility issues. To overcome these limitations, there is need to downscale the particles to nano size using the following techniques. They also have high surface area to volume ratio the make the dissolution rate to be high. Nanocrystals falls under the nanotechnologies formulation system, which is one of the most important formulation systems. By reducing the size of nanocrystals to as tiny as the nano scale then this makes the saturation solubility to be high due to the area of surface and also reduces the diffusional path way hence improving its bioavailability. The two major techniques used in nanocrystals synthesis are classified by two categories and they are the top-down approach and the bottom-up approach. Top down has techniques like media milling, high pressure homogenization etc. whereas bottom up is done by precipitation technique. To overcome of these two methods combined techniques is used in which the precipitation and the homogenized take place. However, as you know, this was a major issue of instability, to address which, stabilizers are used. These nano suspensions can then be subjected to freeze drying and lyophilization and spry drying methods in order to obtain a dry powder. Therefore, since tablets is the most convenient formulation, the nanocrystals can be directly compressed into tablets. Nano suspension are also directly applied in tableting as the wetting agents.
Tableting is a critical part of making pharmaceuticals that necessitates attention to detail and good understanding of potential problems. The intricacies of a spectrum of matters, including: capping, lamination and sticking; change in hardness, homogeneity of content, friability; variability in dissolution; hygroscopicry and scale-up can impact the quality, efficiency and stability of the final tablet product. For the production of tablets to be carried out with fullest standards, all problems should be solved with the appropriate techniques and solutions. Technology advances also give useful methods to predict, indite and correct problem during tableting process such as real-time monitoring and principles of Quality by Design. Manufacturers will be guaranteed to avoid errors, get correct dosing, and raise the bioavailability and therapeutic efficacy of drug-containing tablets if they put emphasis on accuracy, uniformity, and reproducibility.
Abbreviations:
|
Abbreviation |
Full Form |
|
BCS |
Biopharmaceutics Classification System |
|
PEG |
Polyethylene Glycol |
|
HPH |
High Pressure Homogenization |
|
MCC |
Microcrystalline Cellulose |
|
HPMC |
Hydroxypropyl Methylcellulose |
|
PVP |
Polyvinylpyrrolidone |
|
API |
Active Pharmaceutical Ingredient |
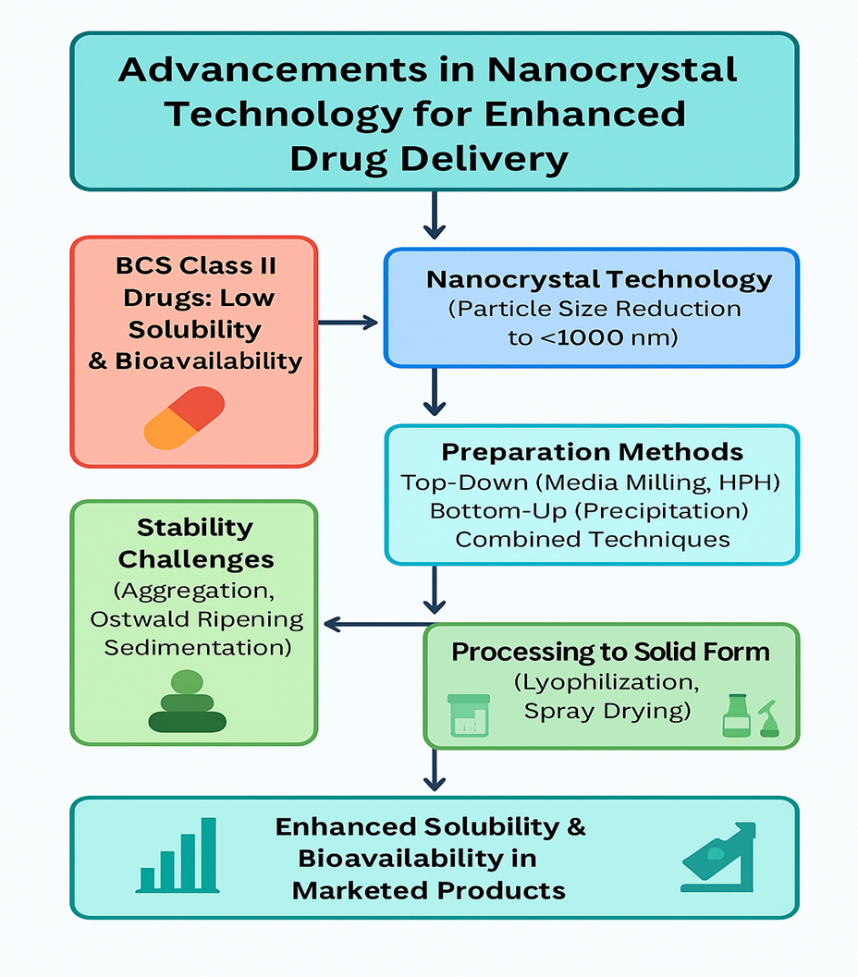
Graphical Abstract
This flowchart summarizes the role of nanocrystal technology in enhancing the solubility and bioavailability of BCS Class II drugs, highlighting particle size reduction methods (top-down, bottom-up), stabilization challenges, solid form processing, and ultimate impact on marketed formulations.
REFERENCES


Naveen Kumar Karimaranahalli Banappa, Venkatesh Dinnekere Puttegowda, Advancements in Nanocrystal Technology for Enhanced Drug Delivery, Int. J. of Pharm. Sci., 2025, Vol 3, Issue 8, 2200-2218. https://doi.org/10.5281/zenodo.16918694
 10.5281/zenodo.16918694
10.5281/zenodo.16918694