
We use cookies to ensure our website works properly and to personalise your experience. Cookies policy
Krishna School of Pharmacy and Research, Drs Kiran and Pallavi Patel Global University, Vadodara, 391240.
Hot-melt extrusion (HME) has evolved from an industrial plastics process into a versatile and efficient technology for pharmaceutical solid dosage form development. Initially used in the 1930s, HME is now widely adopted for producing tablets, capsules, films, implants, and transdermal systems. The technique involves the application of heat and pressure to blend active pharmaceutical ingredients (APIs) with polymers and excipients, resulting in solid dispersions, solutions, or controlled-release matrices. As a solvent-free and continuous manufacturing method, HME aligns with the FDA’s Process Analytical Technology (PAT) framework, enabling real-time monitoring and consistent product quality. Advances in screw designs, particularly twin-screw extruders, have enhanced mixing, temperature control, and scalability, allowing better processing of heat-sensitive drugs compared to single-screw systems. The choice of carriers ranging from hydrophilic and hydrophobic polymers to waxes and plasticizers critically influences drug solubility, stability, and release profiles. Pharmaceutical applications of HME include bioavailability enhancement of poorly soluble APIs, taste masking, sustained- and targeted-release formulations, microencapsulation, and implant development. Furthermore, its adaptability has facilitated innovations in nanotechnology-based drug delivery and continuous wet granulation. Despite challenges such as the thermal sensitivity of certain APIs and limited availability of suitable polymers, HME offers significant advantages, including reduced processing steps, improved uniformity, and scalability for modern drug product manufacturing. Ongoing research highlights its expanding role in personalized medicine and continuous pharmaceutical production, underscoring its potential as a transformative platform in formulation science.
Hot-melt extrusion (HME) is a widely adopted processing method, particularly prevalent in the plastics industry, and has more recently been utilized in pharmaceuticals for masking unpleasant tastes of active pharmaceutical ingredients (APIs). Initially applied in the 1930s for industrial purposes, HME has gained significant interest from both pharmaceutical manufacturers and academic researchers. It is now employed in the development of various dosage forms such as tablets, capsules, films, and implants that facilitate drug delivery through oral, transdermal, and transmucosal routes(1).The process aligns with the FDA’s Process Analytical Technology (PAT) initiative, which emphasizes the importance of designing, analyzing, and controlling pharmaceutical manufacturing processes through real-time quality monitoring (2). HME facilitates the transformation of powdered or granular blends into uniformly shaped products through continuous compaction and melting (3). In recent years, the technique has established its role in pharmaceutical manufacturing, with several studies highlighting its ability to enhance the solubility of poorly water-soluble drugs, control drug release profiles, and aid in transdermal drug delivery. The extrusion process can be categorized into molten and semi-solid systems, depending on the temperature and viscosity (4). Being a continuous and solvent-free technique, HME offers operational efficiency and minimizes the number of processing steps. It enables the direct feeding of individual excipients into the extruder, where thorough mixing is achieved via the screw configuration eliminating the need for pre-blending. Furthermore, the absence of solvents removes the necessity for drying steps commonly required in granulation. To ensure product quality and process consistency, critical parameters such as pressure, temperature, and feed rate must be controlled. Vibrational spectroscopic tools such as mid-infrared (MIR), near-infrared (NIR), and Raman spectroscopy have been effectively integrated into HME as part of PAT to monitor in-process variables and improve process understanding(5) .Moreover, HME enables the development of formulations with high drug content and tailored drug release characteristics, contributing to its growing relevance in pharmaceutical product development(6).
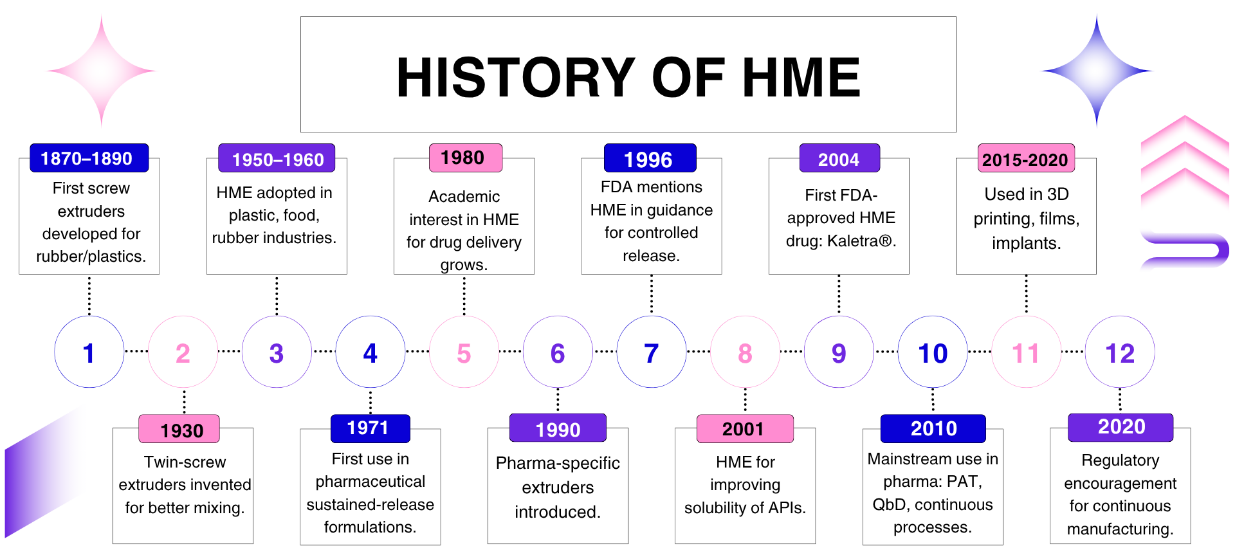
Figure 1
Process And Equipment
Melt extrusion is extensively applied in the pharmaceutical field to manufacture a wide range of dosage forms, such as granules, pellets, tablets, suppositories, implants, stents, transdermal systems, and ophthalmic inserts (7). Hot-melt extrusion (HME) traces its origins back to the late 18th century, where it was initially employed for producing lead pipes. Since then, the technology has advanced significantly and is now recognized as a dependable technique for developing a variety of pharmaceutical drug delivery systems. The HME process generally involves several key steps: raw materials are fed into the extruder through a hopper, followed by processes such as mixing, particle size reduction, grinding, kneading, and venting. The material is then pushed through a die to form the desired shape, after which it may undergo further downstream processing.Extrusion is a process in which a material’s physical properties are modified by forcing it through a die or orifice under carefully controlled conditions. The equipment used for this process is commonly classified into three main types: ram extruders, radial screen extruders, and roll or screw extruders (8). Among the different types of extrusion systems, screw extruders hold particular importance in pharmaceutical manufacturing because they can continuously convert raw materials into finished products such as rods, tubes, and films. In these systems, rotating screws convey the material through the barrel toward the die, while frictional heat along the barrel walls softens it. Single-screw extruders (SSEs) may utilize either smooth or grooved barrel designs. Twin-screw extruders (TSEs) can operate in co-rotating or counter-rotating modes and may have intermeshing or non-intermeshing screw arrangements. Multi-screw extruders (MSEs) generally feature a central shaft, which may be stationary or rotating, depending on the specific design. A standard hot-melt extrusion (HME) system consists of the main extruder, auxiliary support units, downstream processing equipment, and monitoring devices used to evaluate both operational efficiency and product quality. At the center of the extruder is typically one or two rotating screws positioned inside a stationary cylindrical barrel. The barrel is often modular in construction, composed of individual segments connected by bolts or clamps. Attached to the barrel’s end is a die plate, which determines the final geometry of the extruded product. (Figure 3 & 4 ) (4).
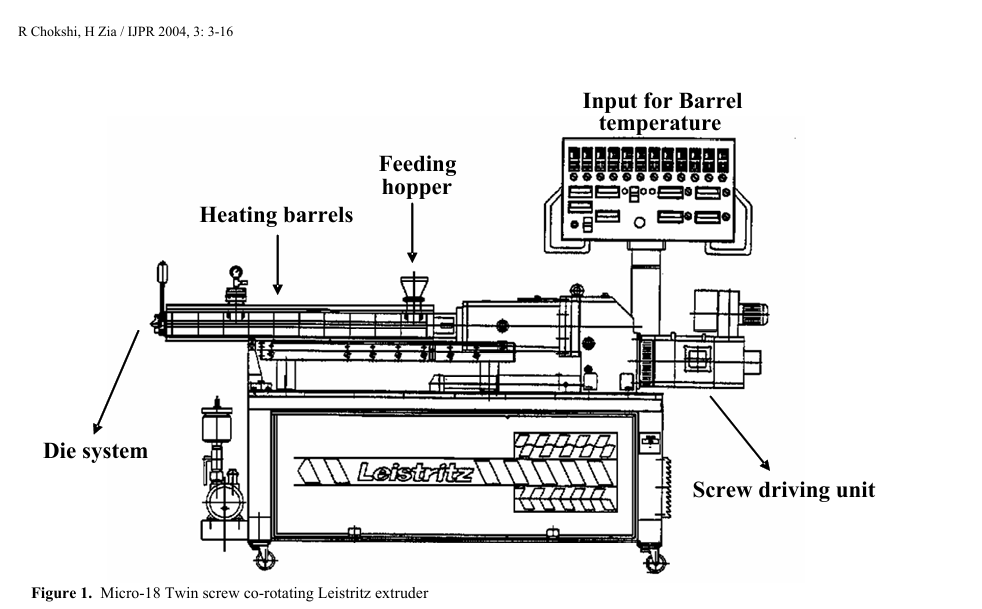
Figure 2
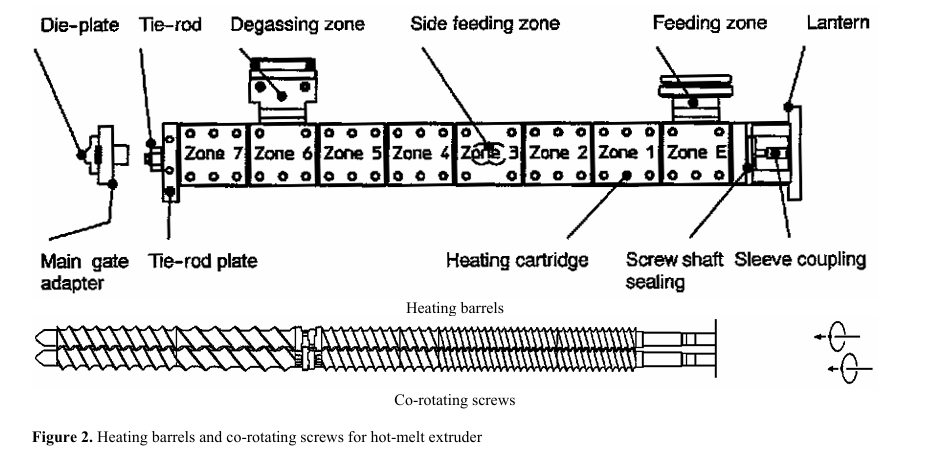
Figure 3
Differences Between SSE and TSE
Distinctions Between Twin-Screw and Single-Screw Extruders Due to their many advantages over single-screw extruders (SSEs), twin-screw extruders (TSEs) are becoming more and more popular in industrial settings. These advantages include improved kneading and dispersing capabilities, more effective material feeding, reduced overheating risk, increased productivity, increased processing flexibility, and more accurate control over operational parameters. SSEs are still valuable, though, because of their low maintenance requirements, simpler mechanical design, and lower total cost.SSEs and TSEs differ primarily in their methods of operation (1,9). Friction between the barrel, the material, and the rotating screw moves the material forward in an SSE. Heat is produced by this friction, and the frictional heat increases as the screw speed does. Drugs that are heat-sensitive (thermolabile) may degrade as a result.Although SSEs can produce high-quality molten mass, dispersed particles may be compressed by the high pressure created during melting. Because of the limited shear force available, this frequently leads to agglomeration and poor mixing.TSEs, on the other hand, employ two intermeshing screws that move material forward in unison. Since heat is provided externally, screw speed has no direct effect on it. Better temperature control is made possible by this, which is particularly crucial when handling delicate materials. Depending on the required degree of shear and mixing intensity, the twin screws can also be arranged in different ways. Because of their adaptability, TSEs are especially well-suited for processing intricate or heat-sensitive formulations more precisely and effectively(10). Intermeshing co-rotating twin-screw extruders (TSEs) provide much better mixing performance than single-screw extruders (SSEs). As a result, the active pharmaceutical ingredients (APIs) are finely and evenly distributed in a more homogeneous solid dispersion. Additionally, TSEs have better control over the melt temperature and a larger kneading capacity, which helps avoid localized overheating, which is crucial when processing temperature-sensitive APIs. TSEs also improve processing consistency because they are less reliant on the raw materials' frictional characteristics. Because melting happens faster and more effectively than with SSEs, they also permit shorter residence times. Because of these combined benefits, TSEs are especially well-suited for applications that call for consistent drug distribution and exact temperature control(11). The length-to-diameter (L/D) ratio of the screws, which are positioned inside a stationary cylindrical barrel, is one of the most important design parameters in the extrusion process. Regardless of whether a single-screw extruder (SSE) or a twin-screw extruder (TSE) is being used, this ratio is crucial. The screw's length divided by its diameter yields the L/D ratio. An extruder with a screw diameter of 25 mm and a screw length of 1000 mm, for instance, would have an L/D ratio of 40:1.. Depending on the application, extrusion systems usually function with L/D ratios between 20:1 and 40:1 or greater. Single-screw extruders commonly have L/D ratios of 36:1 or less. The amount of space allotted inside the barrel for each step of the extrusion process—such as feeding, melting, mixing, or degassing—is directly influenced by the overall L/D ratio. An SSE with a 24:1 L/D, for example, would have correspondingly less room for each of these functions, which would affect throughput and processing efficiency. Screw Dimensions and Extrusion Processing The screw's length-to-diameter ratio (L/D), which is set inside a stationary cylindrical barrel, is one of the most important design factors in extrusion technology. Because it affects processing effectiveness, product quality, and flexibility, this ratio is crucial for both single-screw (SSE) and twin-screw (TSE) extruders. For instance, the L/D ratio of an extruder with a 1000 mm screw length and a 25 mm screw diameter is 40:1. Depending on the intended use, the majority of extrusion systems in use function in the L/D range of 20:1 to 40:1 or greater. The L/D of SSEs is usually 36:1 or less. The various processing zones—such as conveying, melting, mixing, and pumping—are separated by the total screw length. For example, each of these four zones may be given an equal 6:1 L/D in an SSE with a 24:1 L/D. However, a 30:1 L/D offers more length that can be used for a particular purpose, like prolonged melting or improved mixing. Each barrel section in a twin-screw extruder is normally four times the screw's diameter. Thus, an extruder with 11 of these sections would have an L/D ratio of 44:1. Because there are no intermeshing clearance restrictions, non-intermeshing TSEs can occasionally reach 100:1 or higher, whereas intermeshing TSEs can be designed up to 60:1 L/D. Depending on the screw design, L/D ratio, processing format, and extruder type, the residence time—the amount of time the material remains in the extruder—can range from 5 seconds to 10 minutes. The screw's diameter usually determines the extruder's size. Production-scale extruders are much larger, typically having a diameter of more than 50 to 60 mm, whereas pilot-scale extruders in pharmaceutical applications typically use screw diameters between 18 and 30 mm. Extruders nowadays are very modular. Because screw segments are typically joined by clamps and can be added or removed as needed, it is simple to adjust the screw length in relation to the barrel(1,12–15). Surface-coated stainless steel is frequently used to make screws in order to reduce friction and stop unintended chemical reactions with the materials being processed. To guarantee a tight fit inside the barrel, the flights—helical ridges on the screw—are finely ground. The flight pitch and screw diameter are equal in general-purpose designs. Three primary sections make up the screw's functional division: 1. Feed Section: The hopper supplies raw materials to this area. For smooth intake and forward motion, it has deeper or wider-pitch flights. 2. Compression Section: As the material moves into this area, the flight depth progressively drops, which raises the pressure needed to force out air and encourage melting. The polymer starts to melt and soften at this point. 3. Metering Section: The material is largely molten at this point. As the melt leaves through the die, the screw's job is to stabilize the flow and guarantee a consistent output.Several flow mechanisms, such as drag flow, pressure flow, transverse flow, and leakage flow, are involved in the movement of material through the screw. Leakage and reverse flows aid in mixing, but drag and pressure flows propel the material forward. Together, these processes guarantee complete melting and homogenization. In the end, screw geometry, speed, and the physical characteristics of the processed material have a significant impact on the mass flow rate of the extrudate, or how much material is output over time. Since they control the pressure buildup and stability of the melt flow during the extrusion process, the channel depth and the length of the metering section have a major impact on the mass flow rate of the extrudate(1,16).
1.Single Screw Extruders (SSEs)
Single screw extruders have been in use since their initial development in the late 19th century (around 1897) and remain one of the most commonly employed extrusion systems due to their mechanical simplicity. They operate with a single, continuously rotating screw enclosed within a barrel, producing a uniform molten material and generating high, stable pressure to ensure consistent output. Within an SSE, multiple processes can occur, including raw material feeding, conveying, melting, devolatilization, pumping, and shaping. While intensive mixing is limited compared to more complex systems, they are adequate for applications with moderate mixing requirements. Essentially, SSEs act as continuous high-pressure pumps for viscous substances, capable of producing pressures in the range of thousands of pounds while simultaneously melting and blending the material. Typically, the screw is driven from the hopper side. However, for screws with a diameter smaller than 18 mm, mechanical strength and solid transport efficiency are reduced. A design alternative involves using a vertically oriented screw driven from the discharge end, which can enhance solids transport efficiency by two to four times.(1)
2. Twin Screw Extruder (TSEs)
Pharmaceutical twin-screw extruders selection guide.
Quickly find the right Pharma pharma twin-screw extruder to fit your formulation development and production needs.
|

|

|

|

|

|
|
|
Pharma Twin-Screw Extruders |
Pharma Mini HME |
Pharma 11 |
Pharma 16 |
Pharma 24 |
Pharma 24 TSG |
|
Recommended for |
Feasibility |
Research |
Research/Pilot |
Manufacturing |
Manufacturing |
|
Typical throughput HME* |
3 g batch or 100 g/h |
20 g/h - 2.5 kg/h |
0.5 kg/h - 10 kg/h |
1 kg/h - 30 kg/h |
N/A |
|
Typical throughput TSG* |
N/A |
up to 3 kg/h |
up to 20 kg/h |
up to 80 kg/h |
up to 80 kg/h |
|
Dimensions |
58 x 37 x 34 cm |
83 x 48 x 41 cm |
210 x 76 x 176 cm |
210 x 85 x 173 cm |
195 x 32 x 42 cm |
|
Downstream Options |
take-off belt |
conveyor belt |
conveyor belt |
conveyor belt |
for line integration |
|
Screw Design |
conical, co- counter rotating |
parallel, co-rotating |
parallel, co-rotating |
parallel, co-rotating |
parallel, co-rotating |
|
Max. Torque |
5 Nm |
6 Nm / shaft |
18 Nm / shaft |
52.5 Nm / shaft |
18 Nm / shaft |
*Actual throughput dependent on formulation
Materials Used In HME
For a pharmaceutical substance to be suitable for hot-melt extrusion (HME), it should possess the ability to flow and deform under the conditions inside the extruder while solidifying upon exiting. The excipients and active ingredients must meet the same safety and purity requirements as those used in conventional manufacturing methods. Most raw materials employed in HME for pharmaceuticals are already well established in the preparation of solid dosage forms, including tablets, pellets, granules, as well as transdermal and transmucosal delivery systems. Hot-melt extruded products are typically composed of active pharmaceutical ingredients (APIs) combined with various functional excipients. These excipients may include matrix formers, release modifiers, bulking agents, antioxidants, thermal lubricants, and other specialized additives. Appropriate selection and combination of these components allow formulators to achieve desired characteristics in the final product, much like in traditional dosage form development
Carriers In hot-melt extruded (HME) drug delivery systems, the active pharmaceutical ingredient (API) is incorporated into a carrier matrix, which typically contains one or more meltable components along with functional excipients. These meltable components are often polymers or low-melting-point waxes. Selecting an appropriate carrier is a critical step in designing and formulating an HME dosage form (1). The materials used in HME must meet the same safety and purity standards as those in conventional solid dosage forms. Many of the compounds suitable for HME have already been utilized in the manufacturing of tablets, pellets, and transdermal delivery systems. Beyond these requirements, the chosen materials should exhibit adequate thermal, physical, and chemical stability to endure processing conditions.HME formulations are generally complex blends of APIs and functional excipients. These excipients can be categorized into matrix formers, release modifiers, bulking agents, and other specialized additives. Just as in traditional dosage form development, these excipients can be strategically selected to impart specific functional and performance characteristics to the final product.
Active Ingredient The characteristics of an active pharmaceutical ingredient (API) often determine the formulation strategies and processing methods available for creating an effective dosage form. Hot-melt extrusion (HME), though relatively new to the pharmaceutical field, provides several advantages over conventional manufacturing approaches. Being an anhydrous process, HME eliminates the risk of drug degradation caused by hydrolysis that can occur when aqueous or hydroalcoholic granulating fluids are used. Additionally, APIs with poor compressibility can be incorporated into tablets by cutting extruded rods, thereby avoiding common tableting challenges encountered in traditional compression methods.For successful processing, the API must be thermally stable under extrusion conditions. Therefore, evaluating its thermal, chemical, and physical stability is an essential early step in formulation design. Based on the API’s properties and its interaction with other excipients, the drug in the final product may exist as a solid dispersion (undissolved) or as a solid solution (completely dissolved in the polymer). This physical state can significantly influence both the processing behavior and the stability of the dosage form.Beyond thermal degradation concerns, the API may also impact the functional performance of other formulation components. For instance, oxprenolol hydrochloride has been observed to melt under HME conditions, reducing the viscosity of the extrudate and producing material with undesirable handling properties.
Polymer Systems Choosing an appropriate polymer for hot-melt extrusion (HME) depends largely on factors such as drug–polymer compatibility, the thermal and mechanical stability of the polymer, and the intended role of the final dosage form. Numerous polymeric carrier systems have been investigated or employed in HME formulations, including polyvinylpyrrolidone (PVP) and its copolymers such as PVP–vinyl acetate, poly(ethylene-co-vinyl acetate), various grades of polyethylene glycols, cellulose ethers, acrylates, polyethylene oxides of different molecular weights, polymethacrylate derivatives, and poloxamers.In the category of biodegradable polymers, thermoplastic aliphatic polyesters like poly(lactide) (PLA), poly(glycolide) (PGA), and their copolymer poly(lactide-co-glycolide) (PLGA) have been utilized in extrusion processes. Starch and its derivatives have also been incorporated, often in combination with low-molecular-weight excipients such as sugars, sugar alcohols, and waxes. A fundamental requirement for the use of any polymer or polymer-based formulation in HME is that it must exhibit thermoplastic behavior under the processing conditions.
|
Carrier Type |
Example Materials |
Function in HME |
|
Hydrophilic Polymers |
HPC,HPMC, PVP,PVP-VA, PEG,PEO, Soluplus®, Kollidon® VA64 |
Enhance solubility, control drug release, form amorphous dispersions (17) |
|
Hydrophobic Polymers |
Ethylcellulose (EC), Polycaprolactone (PCL) |
Extended-release matrices, moisture barrier (18) |
|
Plasticizers |
Triacetin, TEC, PEGs, Propylene glycol, TPGS, GMS |
Reduce Tg, lower melt viscosity, improve processing (19) |
|
Solubilizing Carriers |
Soluplus®, Eudragit® EPO, HPMCAS |
Enhance solubility and bioavailability of poorly soluble drugs (17) |
|
Waxes (Lipophilic) |
Carnauba wax, Microcrystalline wax, Stearic acid |
Taste masking, sustained release(17) |
|
Non-Biodegradable Polymers |
EVA, Thermoplastic polyurethanes |
Used in implants, transdermal systems, films (20) |
|
Polyvinyl Alcohols |
PVA (various grades) |
Used in oral, ocular, and topical dosage forms (21) |
|
Amorphous Formers |
PVP, HPMC, Soluplus® |
Inhibit recrystallization, enhance physical stability (22) |
|
Matrix Formers |
EC, PEO, HPC |
Create diffusion-controlled release systems (23) |
Pharmaceutical Applications of HME
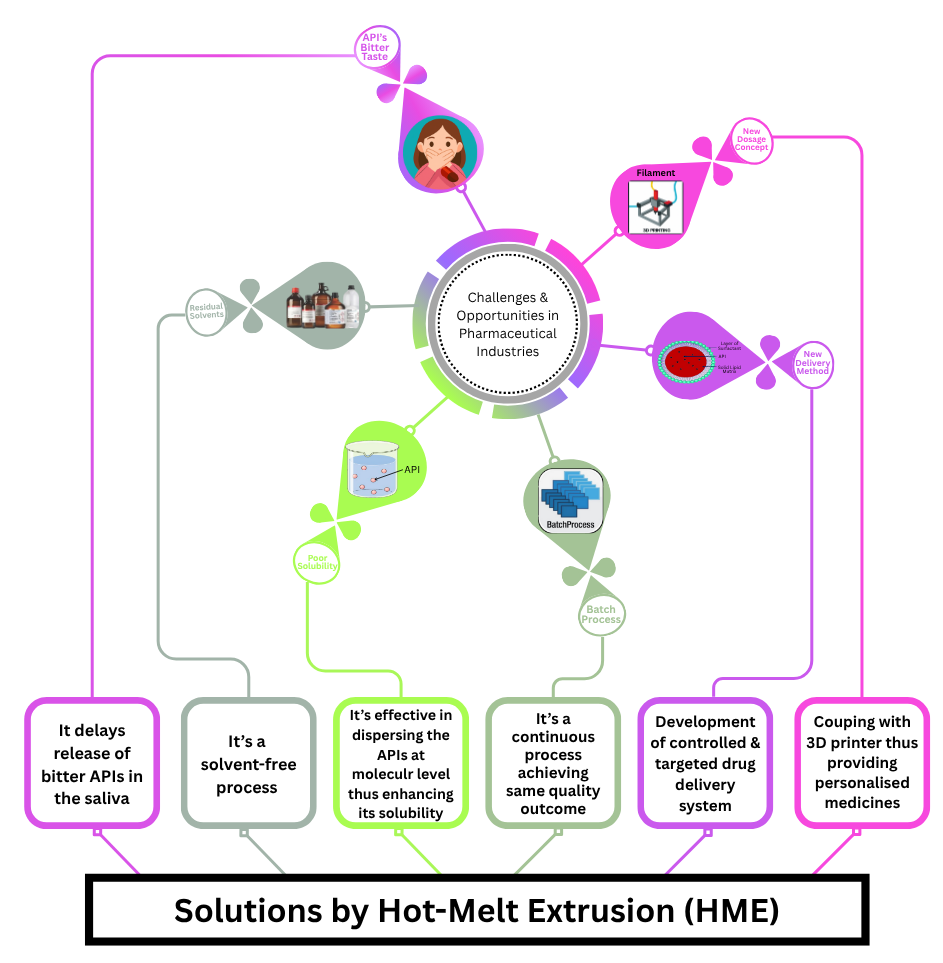
Figure 4
Solid Dispersions for Solubility/Bioavailability Enhancement
One or more active pharmaceutical ingredients (APIs) are uniformly dispersed at the molecular level in a hydrophilic carrier to form solid dispersions. This method greatly increases the solubility and, consequently, the bioavailability of poorly water-soluble medications by transforming them from their crystalline form into an amorphous one. Melt fusion and solvent evaporation are two well-known techniques for creating solid dispersions. Hot-melt extrusion (HME) is one of the most dependable and effective of these. One of its main benefits is that it doesn't need solvents, which helps prevent stability problems that may eventually result from solvent residue. Twin-screw extrusion (TSE) is gaining popularity due to its flexible equipment setup and capacity to function at regulated temperatures(24–27).
Microencapsulation
Hot-melt extrusion (HME) is one of the most effective methods for producing microcapsules. This process is cost-effective, supports continuous manufacturing, which is perfect for large-scale production, and typically eliminates the need for solvents, improving safety and stability. The potential of microencapsulation to enhance sustained and targeted drug delivery has been extensively researched. For example, Mehuys and associates used hot-melted extruded ethyl cellulose cylinders with a core composed of Gelucire and HPMC to create a long-acting system(28). The drug's slow release just 40% over a 24-hour period was made possible by its core-shell structure. They discovered that while altering the diameter or drug solubility had no effect on the release rate, shortening the cylinder enhanced drug release.A contemporary method for shielding delicate medications from adverse environments like the stomach's acidic environment as they pass through the body is microencapsulation, which guarantees that the medications reach their destination undamaged(28). The process's end products, known as microcapsules, can have a variety of shapes. These include single-phase systems, in which the drug dissolves completely in the surrounding material, two-phase systems, in which the drug is dispersed as tiny particles within the material, and multiple-phase systems, in which the drug is mixed with two incompatible materials and either dissolved or dispersed.
Targeted Drug Delivery
By carefully regulating the location and mode of drug release within the body, targeted drug delivery systems aim to increase the therapeutic efficacy of medications by guaranteeing that they reach particular tissues or cells with high selectivity and few adverse effects(29). Many tactics have been developed in recent years for this purpose, and hot-melt extrusion (HME) has emerged as a particularly viable and effective technique(30). For instance, using Eudragit® S 100 as the carrier polymer, for example employed HME to produce 5-aminosalicylic acid (5-ASA) tablets intended for colonic delivery. The drug release profile was affected by the addition of plasticizers such as citric acid and triethyl citrate (TEC): While citric acid decreased the local pH, TEC decreased the processing temperature and caused leaching during dissolution. In a different study, used amorphous solid dispersions made with Eudragit® L 100-55 and different concentrations of Carbopol® 974P to improve intestinal absorption of itraconazole (ITZ)(31). These formulations demonstrated successful intestinal targeting through HME and improved consistency in absorption when tested in rats using thermal and structural methods(32). In a similar vein,created a colon-targeted delivery system for a photosensitizer used in photodynamic antimicrobial chemotherapy (PACT), which treats bacteria that are resistant to drugs, such as Bacteroides fragilis and Enterococcus faecalis. Its potential for colon-specific delivery was confirmed by the fact that the HME-processed formulation, which included the drug, photosensitizer, TEC, and polymer (Eudragit® S 100), did not release any drug in acidic conditions. These studies collectively demonstrate how HME can be successfully applied to the design of targeted drug delivery systems that enhance bioavailability.(32)
Taste Masking
The naturally bitter or disagreeable taste of many active pharmaceutical ingredients (APIs) used in oral medications can have a major impact on patient compliance, particularly in young and elderly patients. Drug molecules interact with tongue-based taste receptors when they dissolve in saliva, sending sensory signals to the taste buds. Taste is perceived because of the highly sensitive nerve endings in these taste buds, which transmit electrical impulses to the brain's taste centers via the seventh, ninth, and tenth cranial nerves. Taste masking is a crucial tactic to solve this problem and make bitter medications more palatable. There are two primary methods that are frequently employed: one decreases the drug's solubility in saliva by changing its amorphous form to a crystalline one, and the other, however, prevents the medication from attaching to taste receptors(33,34). By mixing the bitter medication with an appropriate taste-masking polymer to create a solid dispersion, hot-melt extrusion (HME) has been shown to be a successful method for taste masking. By stopping the drug's release in saliva, these solid dispersions can avoid the drug's interaction with taste buds(35–38). The process frequently uses oppositely charged compounds to stabilize the complex and lessen drug release in the oral cavity, or it involves hydrogen bonding between the drug and the polymer(33,39,40),for example, developed ibuprofen granule-containing oral disintegrating tablets (ODTs) using HME(34). They wanted to increase the rate at which ibuprofen dissolved as well as cover up its taste.
Films
Pharmaceutical films are thin sheets made of polymers, sometimes with plasticizers, that are used as therapeutic wound dressings or for the delivery of drugs. Solvent-casting techniques are traditionally used to create these films, but this method has several drawbacks, including the hazardous nature of many organic solvents, residual solvent content after drying, and waste disposal that is environmentally taxing. Hot-melt extrusion, or HME, has become a promising substitute for filmmaking in order to get around these restrictions(41,42). The versatility of HME in creating films with improved mechanical, adhesive, and drug-release properties has been the subject of numerous studies. The feasibility of creating flexible and stable hydrophilic films from hydroxypropyl cellulose (HPC) using a variety of plasticizers, including PEG 8000, TEC, acetyl tributyl citrate, and PEG 400,who also discovered that plasticizers were necessary to lessen the high stress experienced(43). In a later study, they used blends of HPC and HPMC to create oral mucoadhesive films with lidocaine. The addition of HPMC increased hydration and adhesion to mucosal tissues because of improved hydroxyl interactions. Additionally used HPC and/or polyethylene oxide (PEO) with 20% ketoconazole to create antifungal films that target onychomycosis. They then used SEM, DSC, XRD, and ex vivo bioadhesive testing to confirm the films' physicochemical stability and nail adhesion. Using a 2³ factorial design, assessed the effects of changing the ratios of film-forming (HPC) and solubilizing polymers (Kollidon® VA 64 or Soluplus®) on orodispersible films containing indomethacin or chlorpheniramine. They found that Soluplus® increased mechanical strength and Kollidon® improved drug release. By using PEO N10, HPMC, and/or Eudragit® RL PO to formulate immediate-release buccal films with domperidone,were able to create smooth, crack-free films with excellent drug content uniformity, tensile strength (0.87 kg·mm−²), and elongation at break (40.8%). Similarly,used Klucel® and POLYOX® to study the effects of formulation and processing parameters on miconazole films(43,44). They found that variables like polymer ratio, barrel temperature, screw speed, and mucosal contact time had a significant impact on drug release and bioadhesion. Miconazole's long-term stability in the matrix over an 8-month period was verified by XRD. All of these studies demonstrate that HME is a reliable, solvent-free substitute for conventional solvent casting that can create pharmaceutical films of superior quality with desired mechanical and drug delivery properties(44–47).
Implants
With benefits like a high drug-loading capacity, process versatility, and the ability to create biodegradable systems, the hot-melt extrusion (HME) process has recently become a viable technique for producing implantable medical devices(48). Numerous studies have shown its promise and pinpointed important factors that affect the caliber of the final product.made vapreotide-containing long-acting poly(lactic acid) (PLA) implants, but the formation of a lactoyl-vapreotide conjugate—a reaction aided by lactide residue in the PLA—caused peptide degradation, underscoring the significance of polymer purity in implant design(48,49). Using hen egg white lysozyme as a model,assessed protein-loaded PLGA implants and discovered that the protein maintained full biological activity following HME, with sustained in vitro release over 60–80 days and nearly full recovery, confirming the method's applicability for protein therapeutics(49,50). In a related study ,the same group used bovine serum albumin (BSA) and, by milling the protein prior to extrusion, achieved burst-free release at up to 25% loading; release completeness increased to 97% with higher loading, with incomplete release attributed to PLGA–protein interactions involving free cysteine residues, a problem not present in the formulation of the cysteine-free lysozyme. Using PLA and PEG-PPG-PEG (Pluronic® F68) copolymers, created dexamethasone-loaded implants that achieved up to 48.9% drug loading and 97.9% encapsulation efficiency(49,51). with quicker breakdown in alkaline media and a controlled release that lasts for 120 days. Protein release from implants made with biodegradable PCL-PEG-b-PCL multiblock copolymers of different PEG content and molecular weights was investigated.They discovered that while lower protein molecular weight also improved release, higher PEG levels increased swelling, degradation, and protein release rates. These studies collectively demonstrate that HME is a flexible platform for long-acting and targeted therapeutic delivery, capable of producing biodegradable implants with customized release profiles and high drug-loading efficiency(52).
Sustained-Release Preparations
In order to maintain stable plasma concentrations and reduce adverse effects, sustained-release formulations are designed to deliver medications at a regulated rate, time, and occasionally location. Among the many methods that are available, hot-melt extrusion (HME) has become a flexible and effective strategy that offers benefits in terms of product performance and manufacturing. for instance, created sustained-release minimatrices with metoprolol tartrate (MPT), ethyl cellulose, dibutyl sebacate, and xanthan gum. They showed that the concentration of xanthan gum had a significant effect on drug release, achieving zero-order kinetics at 5% w/w, while process variables like screw design, feed rate, and screw speed had little effect. Similarly, used Kollidon® SR to create extended-release minimatrices with ibuprofen (IBU) and theophylline(53,54). They discovered that IBU had a plasticizing effect and that elements likeRelease profiles were significantly impacted by variables like extrusion temperature, drug loading, and excipient selection.also demonstrated that polyethylene oxide (PEO) and ethylene vinyl acetate (EVA) matrices could sustain drug release, with swelling agents and polymer composition affecting porosity, miscibility, and release rates. Beyond sustained-release systems, drug delivery platforms based on nanotechnology, such as solid lipid nanoparticles (SLNs), nanosuspensions, nanocrystals, and nanoemulsions, provide advantages like high drug-loading capacity, targeted delivery, prolonged systemic circulation, improved solubility, and compatibility with a variety of active pharmaceutical ingredients (APIs). Continuous, economical, and less variable manufacturing is made possible by the incorporation of HME into these systems. For example,produced fenofibrate SLNs by combining HME with high-pressure homogenization, resulting in smaller pre-emulsion particle sizes (653 nm) than with traditional methods (1643 nm). Consequently, bioavailability in vivo is greatly enhanced and downstream processing requirements are decreased. The potential of HME as a scalable and creative platform for cutting-edge drug delivery systems was further highlighted by Baumgartner et al., who created a one-step nanoextrusion process in which nanosuspensions were fed directly into the extruder with continuous solvent removal, producing phenytoin-Soluplus® nanoformulations that achieved 100% drug release within five minutes.(55–57)
Floating Drug Delivery System
For medications with low bioavailability because their absorption is restricted to the upper gastrointestinal tract (GIT), the creation of floating dosage forms has offered substantial benefits. These systems increase absolute bioavailability and improve drug absorption by extending the gastric residence time. Both effervescent and non-effervescent floating drug delivery systems (FDDS) have been investigated by formulation scientists in recent decades as ways to preserve drug retention in the stomach(58). For instance, using Eudragit® RS PO, Eudragit® E PO, or both as polymer matrices,investigated the impact of sodium bicarbonate on the physicochemical characteristics of controlled-release hot-melt extruded tablets made with acetohydroxamic acid, chlorpheniramine maleate, or both. Sodium bicarbonate decreased tablet density even though it had no discernible impact on drug release rates. Its incorporation allowed the dosage form to float by lowering the tablet density to less than 1 g/cm³. This improved floatation performance was attributed to the porous internal structure created during hot-melt extrusion, where the softened acrylic polymer's sodium bicarbonate thermally broke down to produce carbon dioxide in an acidic medium (0.1 N HCl)(59).
Tablets and Capsules
Crowley et al. (2004b) used binary mixtures of the water-soluble medication guaifenesin and EC polymer to investigate the physicochemical characteristics and drug release mechanisms of ethyl cellulose (EC) matrix tablets made by hot-melt extrusion (HME) or direct compression(60). The EC was separated into two particle sizes: coarse (80–30 mesh) and fine (325–80 mesh). HME tablets were processed at 80–90 °C or 90–110 °C, whereas direct compression tablets with 30% guaifenesin were produced at compaction forces of 10, 30, or 50 kN. The findings showed that the size of the EC particles and the processing technique both affected the drug release rate. In particular, HME tablets showed noticeably slower release in comparison to direct compression tablets, and tablets with fine EC showed slower release than those with coarse EC(61,62). PEG 3350 was used as a plasticizer to enhance extrusion after large 4.5 mm rods were extruded, cut into tablets, and processed. The polymer type, processing temperature, and residence time all had an impact on PEO stability, according to gel permeation chromatography. With assay values ranging from 99.0 to 101.0% of theoretical content, uniform drug distribution was attained. While drug loading up to 20% had little effect on drug release, increasing the concentration of PEG 3350 accelerated matrix hydration and dissolution, which improved CPM release(63). Through HME, also examined the effects of the lipophilic thermal lubricant glyceryl monostearate (GMS) on the properties and processing parameters of CPM tablets made with triethyl citrate (TEC) and Eudragit® RS PO, offering more information on the relationships between formulation, process, and performance(63).
Transdermal and Transmucosal Films
Using Tartaric Acid in HPC Films as a Plasticizer The use of tartaric acid (TTA) as a plasticizer in hydroxypropyl cellulose (HPC) films with polymeric additives was investigated by Repka et al(64). in a different study Mididoddi et al. They made hot-melt extruded films with ketoconazole added to two molecular weight grades of Klucel® (EF, MW 80,000, and LF, MW 95,000) using a Killion single-screw extruder, both with and without 4% TTA. According to the results, TTA decreased tensile strength and increased film flexibility (percent elongation), making it a promising additive for hot-melt extruded transnail drug delivery systems(65). They discovered that the high torque needed for extrusion prevented HPC films from being made without a plasticizer. With the exception of polyethylene glycol 400 (PEG 400), all tested plasticizers remained stable under processing conditions. The chemical stability of the model medications, hydrocortisone and chlorpheniramine maleate, was impacted by processing temperature and storage duration. Interestingly, at concentrations as high as 10%, chlorpheniramine maleate remained fully dissolved in the films and maintained mechanical and chemical stability for up to a year, making it an excellent plasticizer for HPC. Although hydrocortisone also served as a plasticizer, its stability was influenced by the extruder's residence time as well as processing temperature. Additionally, their investigation revealed that the films' mechanical strength differed according to the direction of testing. In contrast to testing in the extrusion direction, the films exhibited significantly higher elongation but lower tensile strength when tested perpendicular to the extrusion flow. Due to variations in polymer compatibility, this "flow orientation" effect on mechanical properties was in contrast to previous findings by Aitken-Nichol et al(66). Crowley et al(60). investigated polyethylene oxide (PEO) films made by hot-melt extrusion that contained either ketoprofen (KTP) or guaifenesin (GFN). Films containing up to 15% KTP and 30% GFN were successfully created, and both medications remained stable throughout the processing. While KTP crystallization only showed up at the 15% level, GFN crystallization was visible on the film surface at all concentrations according to scanning electron microscopy (SEM) and X-ray diffraction (XRD). These medications' lack of melting points suggested that they were well soluble in molten PEO. Both medications served as plasticizers, decreased drive load, and enhanced PEO stability. On the other hand, film elongation was enhanced by increasing KTP and decreased by increasing GFN. Tensile strength was decreased at higher concentrations of both medications. Repka and McGinity created HPC/PEO films with and without Vitamin E TPGS as an additive in a different study. The glass transition temperature of the films was reduced almost linearly by adding 1–5% Vitamin E TPGS, and by more than 11°C when 3% Vitamin E TPGS was added. Elongation was three times greater than that of triethyl citrate or acetyltributyl citrate, but mechanical properties were comparable to those attained with PEG 400. By lowering torque, drive amperage, and barrel pressure, vitamin E TPGS also increased processing efficiency. A notable commercial application is a denture adhesive film produced via hot-melt extrusion from thermoplastic polymers that adhere to mucous membranes when moistened. This single-layer bioadhesive film simplifies dosage design and lowers manufacturing costs by eliminating the need for a separate adhesive layerAdditionally, Repka's group used hot-melt extrusion to produce transmucosal films that contained clotrimazole for the treatment of oral candidiasis. These films demonstrated consistent drug release, stable bioadhesive strength, and excellent drug content uniformity (93.3% post-processing). The polymer carrier's molecular weight determined the sustained-release behavior; higher molecular weight HPC or PEO produced slower drug release because of stronger polymer entanglements and slower erosion. The films did not significantly degrade or recrystallize for up to three months at 25°C and 60% relative humidity. In subsequent research, they created films by mixing lidocaine with HPC and hydroxypropyl methylcellulose (HPMC). The drug's presence in the polymer matrices in an amorphous state was verified by analysis. Compared to HPC-only films, the addition of HPMC enhanced adhesive strength, slowed drug release, and enhanced adhesion work. When taken as a whole, these studies demonstrate that hot-melt extrusion is a reliable and adaptable process for creating transdermal and transmucosal drug delivery films. It provides superior stability, individualized release profiles, and integrated bioadhesive qualities without requiring intricate multi-layer designs(67). Hot-Melt Extrusion for THC, Tartaric Acid, and Ketoconazole Films Topical Ketoconazole Films for Onychomycosis In order to treat onychomycosis in fingernails and toenails, Repka et al. (2004)(68) created formulations and procedures for topically administering ketoconazole from polyethylene oxide (PEO) films made by hot-melt extrusion. After processing, the films maintained their drug content and displayed outstanding content uniformity. When compared to untreated controls, in vitro permeability studies showed that pretreating nail samples with a "etchant" significantly increased ketoconazole permeability. The development of a solid ketoconazole solution inside the extruded films, which enhanced permeability, was validated by differential scanning calorimetry. Using Tartaric Acid in HPC Films as a Plasticizer The use of tartaric acid (TTA) as a plasticizer in hydroxypropyl cellulose (HPC) films with polymeric additives was investigated by Repka et al. in a different study (65). They made hot-melt extruded films with ketoconazole added to two molecular weight grades of Klucel® (EF, MW 80,000, and LF, MW 95,000) using a Killion single-screw extruder, both with and without 4% TTA. According to the results, TTA decreased tensile strength and increased film flexibility (percent elongation), making it a promising additive for hot-melt extruded transnail drug delivery systems. THC Films Transmucosal for Enhanced Bioavailability The creation of transmucosal matrix films containing Δ-tetrahydrocannabinol (THC), the active ingredient in Marinol®/Dronabinol capsules, was also documented by Repka and associates. Other delivery methods, including pulmonary, ophthalmic, sublingual, rectal, and transdermal, have been investigated because THC is poorly soluble, experiences substantial first-pass metabolism, and has a low, variable oral bioavailability. The THC films were prepared via hot-melt extrusion using various processing aids (69–71) The chemical stability of THC within the polymer matrices was evaluated in relation to processing temperature, processing time, formulation additives, and storage conditions. Findings showed that at 160 °C and 200 °C, THC degradation increased linearly with processing time. While higher temperatures reduced melt viscosity, they also promoted chemical instability of THC and other components. Lower processing temperatures significantly improved matrix stability. number of tactics were looked into to combat oxidative degradation: blending polymers (PEO and HPC), with PEO offering better protection. After two months at 40 °C, the use of antioxidants—ascorbic acid—decreased THC degradation from 31.6% (control) to 5.8% cross-linking polymer matrices to improve stability. Limit degradation by controlling moisture and adjusting the pH of the microenvironment. The chemical interactions between THC, vitamin E succinate, and atmospheric oxygen were found to be the cause of instability in PEO–vitamin E succinate films. Degradation was slowed and oxygen was efficiently quenched by ascorbic acid. It's interesting to note that adding THC to polymer matrices enhanced their bioadhesive strength, which may enhance mucosal retention.
Quality Control and Regulatory Considerations
The procedure for cleaning validation entails disassembling the apparatus, cleaning the die, barrel, and screw of any remaining material, and then swabbing these surfaces for examination. This guarantees that cleaning practices avoid cross-contamination between production batches and satisfy established regulatory requirements(72).
Available commercial products processed via HME
Hot Melt Extrusion (HME) is a clever manufacturing technique where heat and pressure are used to melt a material—usually a polymer—before pushing it through a shaped opening to create a continuous product. It’s surprisingly versatile and shows up in more areas of life than most people realize. In everyday products, HME is behind a lot of common plastic items like films, pipes, sheets, fibers, foams, and tubing. These are the building blocks for everything from packaging to household goods. In the food world, it’s used for things like pasta—where the extrusion process shapes and cooks it at the same time—and for making uniform, compact pellets for animal feed.
In pharmaceuticals and medical devices, HME has become a bit of a game changer. It’s used to:
Improve how well poorly soluble medicines dissolve and are absorbed by the body (through solid dispersions and solid solutions).
Create tablets or films with controlled or delayed drug release
Mask unpleasant tastes in oral medicines. Make tiny particles or nanoparticles that fine-tune how a drug is released or protected. Develop advanced drug delivery systems like patches, dissolving films, nail treatments, and even drug-releasing implants under the skin.
Advantages and Disadvantages of HME
Compared to conventional pharmaceutical manufacturing methods, hot-melt extrusion (HME) offers a number of benefits. These advantages include improved bioavailability and solubility of poorly water-soluble medications, solvent-free operation, and an economical continuous production system that cuts down on processing steps and manufacturing time. Additionally, HME guarantees better content uniformity in extrudates, makes it possible to create sustained, modified, and targeted drug release profiles, and does away with the requirement that active ingredients be compressible. Additionally, it is generally regarded as safe for human use, permits uniform dispersion of fine particles, and remains stable under a range of pH and moisture conditions. Because of the variety of screw methods available, the technique also facilitates the development of a wide range of advanced dosage forms and the reduction of the number of unit operations. Notwithstanding these benefits, HME does have some drawbacks. Being a thermal process, it could present problems for the stability of medications and polymers that are sensitive to heat. The method is also limited by the small number of appropriate polymers and frequently calls for excipients with particular flow characteristics, which means it is not appropriate for substances like proteins and microorganisms that are sensitive to high temperatures(73–76).
Hot-Melt Extrusion (HME) as a Continuous Pharmaceutical Manufacturing Process
About two-thirds of all prescriptions written are in tablet form, with half of those prescriptions being tablets, making tablets the most commonly used solid dosage form. It is essential to guarantee that the active pharmaceutical ingredient (API) is distributed uniformly throughout each tablet. Because it increases flowability, reduces dust and particle segregation, and increases the compressibility of powder blends, wet granulation has historically been the recommended manufacturing technique. High-shear granulation and fluid bed granulation are the two methods most frequently used for wet granulation. However, interest in alternative technologies is rising in response to the growing need for manufacturing techniques that are more consistent, affordable, and readily scalable. Hot-melt extrusion (HME) is one of these that has a lot of promise for contemporary pharmaceutical production, especially when it comes to automation and continuous processing. The pharmaceutical industry is looking into more effective production techniques as a result of the rising demand for solid dosage forms, particularly tablets. Consequently, there is a growing trend toward continuous manufacturing, which has a number of significant benefits over batch processing. The “one-in, one-out” principle of continuous manufacturing, as opposed to batch processes, enables higher production capacity, lower operating costs, quicker product release, and better labor and space efficiency. Additionally, it facilitates more consistent product quality and helps overcome scale-up challenges(77,78). Because of these advantages, a lot of research has looked into incorporating hot-melt extrusion (HME) into wet granulation processes. These studies have found a number of factors that affect the performance of the Finished product and have reported encouraging innovations. The first to identify the benefits of using twin-screw extrusion (TSE) for wet granulation in pharmaceutical manufacturing. Showed how TSE could be used to create paracetamol effervescent granules, observing that both formulation ingredients and process variables had a major impact on the granules’ physical characteristics.Similarly, Kleinebudde and Linder used lactose and microcrystalline cellulose as model excipients to investigate TSE-based granulation(79). Further bolstering its potential in contemporary drug manufacturing, a number of research teams have thoroughly assessed hot-melt extrusion (HME) as a promising method for permitting continuous pharmaceutical granulation. An important development in the production of pharmaceuticals was made when Ghebre-Sellassie et al. submitted a patent application for a continuous wet granulation method using twin-screw extrusion (TSE)(80).To further develop this strategy, Keleb et al. compared the traditional high shear granulation method with continuous TSE-based wet granulation of lactose(81). According to their research, hot-melt extrusion (HME) provides a reliable and effective substitute for conventional granulation methods. The study also looked at the effects of formulation variables like water and PVP concentration, as well as important process parameters like screw speed and material input rate, on the yield, particle size distribution, friability, and compressibility of the final granules. The results were encouraging overall and demonstrated the potential of TSE-HME systems for continuous wet granulation in the pharmaceutical industry. Researchers investigated the effects of screw configuration changes on granule quality, tablet performance, and mixing efficiency in twin-screw extrusion (TSE) granulation in a study by Van Melkebeke et al. (2008)(78). The quantity of mixing zones as well as the layout and configuration of the kneading blocks were important factors. The findings demonstrated that variations in the kneading elements’ staggering angle had a major impact on the granules’ yield and friability. Disintegration time was one of the tablet’s characteristics that was most significantly impacted; it improved when a second conveying element was added to the screw’s end. Strong mixing efficiency was also shown in the study, and this efficiency held true irrespective of granulation duration, granule size, tracer solubility, and tracer addition method. Based on these results, it was determined that continuous granulation with a TSE is a reliable, scalable, and strong technique appropriate for pharmaceutical production. Mu and Thompson(82) recently investigated the workings of hot-melt granulation, a technique that has historically been used in fluidized beds and high shear mixers, and showed that it can be applied to twin-screw extrusion (TSE). The researchers used two distinct kinds of polyethylene glycols (PEGs) as model binders to create granules using a co-rotating intermeshing TSE. Their study concentrated on a number of important factors that affect granule formation, such as processing temperature, binder concentration, screw design, and binder molecular weight. Due to the creation of several mixing zones inside the extruder, the study found that using 60° offset kneading blocks in the screw configuration increased residence time and axial dispersion. These results offer important information(82).
DISCUSSION
Hot-melt extrusion (HME) has emerged as a transformative technology in pharmaceutical manufacturing, offering a solvent-free and continuous platform for developing solid dosage forms. Its integration into drug product design represents a significant departure from conventional batch-based methods such as wet granulation and direct compression. In this discussion, the advantages, limitations, and future perspectives of HME in the pharmaceutical industry are critically analyzed.
1. Advancements in Pharmaceutical Manufacturing
One of the most compelling features of HME is its compatibility with the FDA’s Process Analytical Technology (PAT) framework. Real-time monitoring tools such as near-infrared (NIR), Raman, and mid-infrared spectroscopy enable in-line quality assessment, reducing variability and improving process understanding. This advancement addresses long-standing challenges in pharmaceutical manufacturing, where scale-up and batch-to-batch consistency often compromise quality. The ability to design robust, continuous manufacturing systems aligns HME with the industry’s growing demand for efficiency and regulatory compliance.
2. Versatility of Applications
HME has demonstrated versatility across a wide spectrum of pharmaceutical applications.
Solubility and bioavailability enhancement: Poorly water-soluble drugs can be transformed into amorphous solid dispersions, significantly improving dissolution rates.
Controlled and sustained release: Through judicious selection of carriers such as hydrophilic or hydrophobic polymers, HME enables tailored drug release profiles.
Taste masking: The incorporation of APIs into polymeric matrices can reduce bitter taste, improving patient compliance, particularly in pediatric and geriatric populations.
Targeted drug delivery: By combining pH-sensitive polymers with APIs, site-specific release in the gastrointestinal tract can be achieved.
Implantable systems: HME has been successfully used to prepare long-acting implants with high drug loading and sustained release, expanding its role beyond oral dosage forms.This breadth of applications underscores HME’s adaptability and its potential to unify multiple formulation strategies under a single platform.
3. Equipment and Processing Considerations
The evolution from single-screw extruders (SSEs) to twin-screw extruders (TSEs) has marked a significant step in enhancing the efficiency of HME. TSEs offer superior mixing, reduced residence times, and more precise temperature control, making them particularly suitable for heat-sensitive APIs. Moreover, modular screw designs allow process customization to optimize mixing, kneading, and devolatilization. Despite these advantages, SSEs remain relevant for simpler formulations due to their lower cost and mechanical simplicity.Key process parameters including temperature, pressure, feed rate, and screw configuration—directly influence the quality of the extrudate. While HME provides opportunities for innovation, it also requires precise control to avoid degradation of APIs and polymers. As such, robust process design and real-time monitoring are critical to successful implementation.
4. Materials and Formulation Design
The success of HME heavily depends on the careful selection of polymers and excipients. Hydrophilic polymers such as hydroxypropyl cellulose (HPC), polyvinylpyrrolidone (PVP), and polyethylene oxide (PEO) are commonly employed to enhance solubility and create amorphous dispersions. Hydrophobic polymers such as ethylcellulose provide moisture barriers and enable extended-release systems. Additionally, plasticizers like triethyl citrate and polyethylene glycols reduce processing temperatures and improve flexibility. Nevertheless, the range of polymers suitable for HME remains limited compared to conventional methods. Thermal stability is a key requirement, excluding proteins, peptides, and other thermolabile substances from widespread adoption. This limitation highlights the need for continuous research into novel carrier systems and processing aids that can expand the scope of HME.
5. Advantages Over Conventional Methods
Compared with traditional manufacturing approaches, HME offers several clear advantages: Solvent-free operation, eliminating the need for drying and minimizing environmental concerns. Continuous processing, reducing production steps, time, and costs. Improved uniformity, ensuring homogeneous distribution of APIs. Scalability, with pilot- and commercial-scale extruders available for rapid transition from research to manufacturing. Flexibility, allowing the design of dosage forms ranging from tablets and capsules to films and implants. These benefits align with the pharmaceutical industry’s shift toward continuous manufacturing and personalized medicine.
6. Limitations and Challenges
Despite its advantages, HME is not without challenges.
Thermal degradation: Many APIs and excipients degrade at the elevated temperatures required for extrusion.
Polymer limitations: A relatively narrow range of approved, thermoplastic polymers restricts formulation flexibility.
High initial investment: Advanced twin-screw extruders and PAT integration require significant capital expenditure.
Process complexity: Optimizing screw design and processing conditions demands specialized expertise, which may limit adoption in smaller facilities. Additionally, scale-up remains a technical challenge, as laboratory-optimized conditions do not always translate seamlessly to large-scale operations. Addressing these issues is crucial to unlocking the full potential of HME.
7. Future Perspectives
The future of HME in pharmaceuticals lies in innovation across three key areas:
1. Novel materials: Development of new thermoplastic polymers and excipients that are compatible with thermolabile APIs will broaden the applicability of HME. 2. Advanced monitoring: Integration of machine learning and artificial intelligence with PAT tools can optimize process parameters in real time, further enhancing consistency and reducing development cycles.3. Personalized medicine: With its flexibility and precision, HME can be adapted for on-demand manufacturing of patient-specific formulations, particularly in hospital or compounding settings. Moreover, the combination of HME with emerging technologies such as 3D printing and nanotechnology holds promise for next-generation drug delivery systems. For example, nano-extrusion approaches are being explored for continuous manufacturing of nanocrystals and solid lipid nanoparticles, potentially overcoming solubility challenges in highly hydrophobic drugs.
CONCLUSION
HME represents a paradigm shift in pharmaceutical manufacturing, providing a solvent-free, continuous, and versatile platform for developing a wide range of solid dosage forms. Its proven ability to enhance solubility, control release, and improve patient compliance has established its relevance in modern drug product design. However, challenges related to thermal degradation, material limitations, and cost remain barriers to universal adoption. Continued research into novel carriers, advanced monitoring systems, and integration with emerging technologies will likely strengthen HME’s position as a cornerstone of future pharmaceutical innovation.
REFERENCES





Keyur Patel, Vishva Patel, Priyansi Raj, Priyanshi Rathod, Vaishnavi Barot, Nensi Raytthatha*, Hot-Melt Extrusion as a Platform for Next-Generation Pharmaceutical Manufacturing, Int. J. of Pharm. Sci., 2025, Vol 3, Issue 9, 1966-1992 https://doi.org/10.5281/zenodo.17150188
 10.5281/zenodo.17150188
10.5281/zenodo.17150188