Mouda College of Pharmacy Mouda, Nagpur, Maharashtra, India 441104
Printing technology is a rising innovation with the quickest beginning in the oral thin film manufacturing techniques. While the printing technology already enables a precise dosing of fluids, there is still a high need of suitable, edible substrate with required loading capacity. Other Oral Solid dosage forms lacks some applications such as personalised medication, minimizing dosing, enhancing productivity and increase cost effectivity as application. Drug loaded printing ink was developed with their optimized properties and printing was carried out on the placebo substrate i.e oral thin film. New manufacturing techniques were used for formulation of printed oral thin films are related to the drop on demand technology, flexographic method extrusion-based methodology which mainly includes the semi-solid extrusion (SSE) and the fused deposition modelling (FDM) based 3D printing. This review give the overview of oral thin films used as placebo substrate for the preparation of printed oral thin films, their method preparation, for introduce some 2D printing technologies suitable for pharmaceutical manufacturing and their applications to the development of printed oral thin films.
The achievements of new drug development over the last few years have been greater than ever before. The new concepts of the dosage forms design and innovation of manufacturing technology have a strong influence on the pharmaceutical development of new drugs. Recently, demands for a unique approach for individualised and customised medicines with the usage of different types of printing technologies. i.e. 2D and 3D printing technology. 2D printing is the phenomenon of putting an image or design on edible substrate. Despite the advantages to drug administration, oral route is the first choice by patients as Oral Film Technology (OFT) is gaining much attention. As 2D printing technology has been adapted in manufacturing of printed Oral Thin films. Drug loaded printing ink was developed with their optimized properties and printing was carried out on the placebo substrate i.e oral thin film. New manufacturing techniques for formulation of printed oral thin films are related to the drop on demand technology, flexographic method extrusion-based methodology , which mainly includes the semi-solid extrusion (SSE) and the fused deposition modelling (FDM), based 3D printing.
API-containing dispersions and solutions that were formulated in water, ethanol or other organic solvents with different viscosities, have already been applied onto OTFs. Other than execution of printing innovation, the influences of the OTF substrate on the resulting film quality should not be neglected. Previous study demonstrated that placebo substrate of OTF have a great influence on behaviours printing technologies and performance of printing ink.1 Here we are mainly focusing of the placebo substrate used in printing of oral thin films. OTFs are selected because of its ease of administration, attractiveness, flexibility, and patient compliance, drug administration via the oral route is the most convenient option.
In Drop on demand technique, the high viscous solutions or hydrogel suspensions are extruded to obtain single layer structures with edible carrier substrate 2. In case of inkjet bioprinting, low viscous solutions like solutions are deposited as droplets at high shear rates. For both types of ink solution properties requires edible paper to print 2D design which have mechanical properties, adherence property with the printing ink, absorption capacity to print viable type of design printing on substrate. Selection of placebo substrate is dependent on the newtanion and non-newtanian properties of the printing inks. The use of a range of different substrates, including edible substrates such as icing sheets, polymeric and starch films, and non-edible substrates, such as paper and acetate, has been reported.
The properties of the substrate that contribute to the control of the printed substances will be many such as porosity and surface energy. Additionally, the surface roughness, elevated loading capacity, capillary action, and chemical components on the surface will play an integral role.3 A substrate should be able to absorb an adequate amount of the deposited ink to achieve a sufficient dose of the printed drugs in the dosage form.4 This review will introduce some 2D printing technologies suitable for pharmaceutical manufacturing and their applications to the development of printed oral thin films, indicating the feasibility of this technology in regular commercial production.
Oral thin films (OTFs):
Oro-dispersible films are single or multilayer sheets built of the right materials that are intended to swiftly release the loaded active ingredient in the mouth, creating a thin suspension or solution in the saliva without mastication or water intake. These oral thin films are designed in such a way that water is not necessary for administration since they immediately break apart within a few seconds, releasing the medication into the mouth. When placed on the tongue, Oral Thin films quickly hydrate by soaking up saliva once the dosage form's active pharmaceutical ingredient disintegrates and/or dissolves. These thin films come in a variety of sizes and forms. These have great mucoadhesion and quick release and dissolution. These movies are useful for patients who are bedridden, emetic, experiencing diarrhoea, an allergic attack, or coughing and lead an active lifestyle. They are also useful for children, the elderly, and patients who are paediatric or geriatric. Additionally, it is helpful for localised actions like local anaesthesia for toothaches, mouth ulcers, or teething.5
Advantages
Disadvantages
Printing technologies for film-based drug delivery systems6
Inkjet Printing Method:
In general, inkjet printing describes systems which use pattern generating devices to digitally control and place small liquid drops on a substrate. In pharmaceuticals, appropriate mixtures of drug, along with suitable excipients (known as ink) are deposited as small drops in a layer wise fashion on a suitable substrate. Continuous inkjet printing (CIJ) and drop on demand (DoD) are the two main inkjet printing platforms.
Here, thermal energy is the trigger mechanism used to discharge droplets, which then exit the nozzle. The printheads have resistors embedded in them which are in immediate exposure with the fluid (ink) and which upon induction of electric current produce heat. This heat then results in the formation of a bubble within the volatile fluid, which then expands and ejects a small volume of fluid out of the nozzle forming a droplet. The main limitation of this technique is the use of high temperatures (200–300°C) of the resistor, which might lead to the degradation of thermolabile active ingredients.7
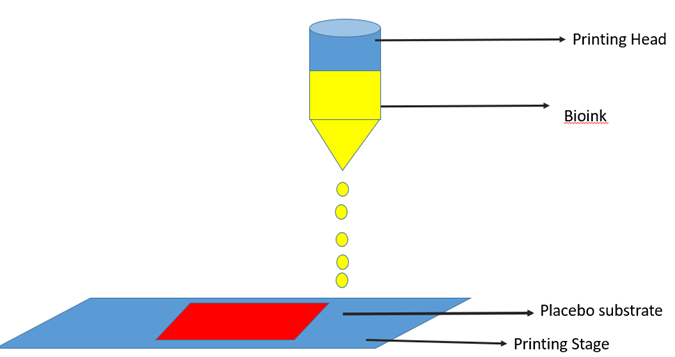
Fig. 1 Schematic diagram of 2D printing Process using Pneumatic Based printer
This technology composes of a piezoelectric element that changes its shape in response to an electric voltage. This generates a pressure, which leads to the fluid (ink) being ejected out of the nozzle. After the element gets back to its actual shape, the nozzle is reloaded with the fluid and is ready to be activated again. The main advantages of this technique include its operability at room temperatures using less volatile and more biocompatible fluids. In this technology “valve jet” or “electromagnetic” printing was used as pharmaceutical printing, which was based on miniature solenoid valves. A glass inkjet tool was developed to eject droplets at high frequencies. UV curing has been used to harden materials rapidly on-demand in the inkjet printing industry. The ink used here contains crosslinking functional groups which get triggered by light and a photo-initiator is often used to promote this process.8
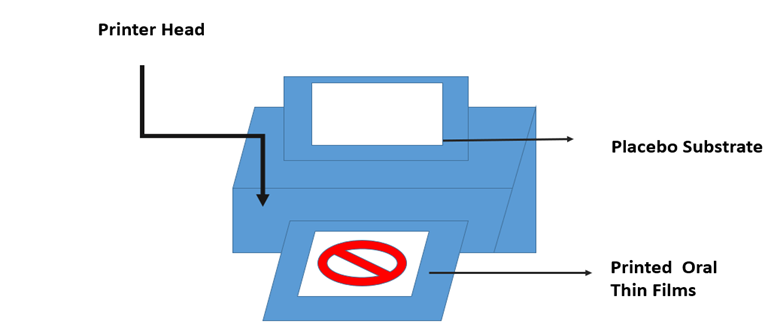
Fig.2 Schematic diagram of 2D printing Process using Thermal Inkjet printer (20)
Categories of various films for Oral drug delivery
The thin film mainly made of hydrophilic polymers is a rapidly developing area in oral dosage form that rapidly dissolves on the tongue or buccal cavity, delivering the drug to the systemic circulation via dissolution when contact with liquid is made. Oromucosal film preparations are placed in the mouth to dissolves rapidly (orodispersible film, ODF) or are attached to the mucosal tissue (mucoadhesive buccal film, MBF) , quickly releasing the drug by dissolving or adhering in the mucosa with saliva within a few seconds due to it contains water-soluble polymers when it placed in the mouth cavity or on the tongue may dissolve according to the definition of the European Pharmacopoeia, which introduced these novel dosage forms in 2012. As OTFs may be described as an alternative per oral dosage form, MBFs also offer a variety of drug delivery options, such as oral patches, which have accessibility of larger surface area leads to quick disintegration and dissolution in the oral cavity within seconds due to rapid wetting by saliva. The description ‘buccal’ film or patch is most common; however, the film may be applied onto other Oromucosal sites such as the sublingual, gingival, and palatal or labial tissue. Furthermore, the films may consist of a single layer or multiple layers.9
METHOD OF PREPARATION OF PLACEBO SUBSTRATE: -
There are five methods, which are used alone or in a combination with the following process for the manufacture of the fast-dissolving oral films
Water soluble polymers and plasticizers are dissolved in a acceptable volatile solvent like Ethanol or distilled water to form a clear viscous solution. Solution is stirred for 2hrs in the magnetic stirrer and kept aside active pharmaceutical ingredient and other ingredients are dissolved in aqueous solvent and are combined with the bulk. The entrapped air is separate by vacuum Finally the solution is casted into a acceptable Petri dish and dried in an oven at 50 oC for 24 hrs Film is cut into desired size and shape.10,21
Solution of water-soluble film forming polymer is prepared It is poured into the solution of acid insoluble polymers in the ratio of 1:4. A gel mass is obtained by the incorporation of relevant quantity of plasticizer it is casted into the films or ribbons by using heat-controlled drums. The diameter of the film should be about 0.015 - 0.05 inches.11
In hot melt extrusion method essentially, the drug is mixed with carrier in solid form. Then dried granular material is introduced into the extruder. The short speed should set at 15 rpm to process the granules inside the barrel of the extruder for approximately 3 – 4 min. The processing temperatures should be 800C (zone 1), 1150C (zone 2), 1000C (zone 3) and 650C (zone 4). The extrudate (T = 650C) then depressed into a cylindrical calendar to obtain a film. There are certain comforts of hot melt extrusion.11
Types of placebo substrate for printing: -
Different polymers used in substrate preparation: -
Different types of polymers used for the preparation of substrate were listed as follows: (Refer Table No 1)
Table no. 1 - Recent works on natural and synthetic polymeric thin films and drug used in printed ink formulations of printing technology.
|
Printing Technology |
Drug free templates composition |
Types Thin film |
Drug |
Ref. |
|
Thermal inkjet method |
Edible sugar sheet |
Buccal film |
Dicofenac Sodium |
1 |
|
Piezoelectric inkjet method |
Carboxymethylated tamarind gum |
Oro- dispersible films |
Theophylline |
17 |
|
Thermal inkjet |
Potato starch |
clear acetate films |
salbutamol sulphate |
18 |
|
Combining inkjet and flexographic printing |
A (alkyl ketene dime-sized uncoated woodfree paper), B (tri- precoated inkjet paper) and C (double-coated sheet fed offset (SFO) paper) and water impermeable polyethylene terephthalate (PET) film |
Paper substrate |
Riboflavin sodium phosphate and propranolol hydrochloride
|
19 |
|
Piezoelectric inkjet printer and flexographic |
Edible icing sheets |
Edible icing sheets |
Piroxicam |
4 |
|
TIJ printing |
Polyvinyl alcohol (PVA) and carboxymethylcellulose sodium salt (SCMC) |
Oral Films |
Clonidine |
20 |
|
Inkjet printing |
Polyethylene tereph- thalate (PET) |
Porous substrate |
Acetoaminophene |
3 |
|
Inkjet printing |
HPMC |
Porous substrate |
Cannabinoid |
21 |
|
Fused Deposition Modeling |
PVA |
3D Printed Orodispersible Films |
Aripirazole |
22 |
|
semi-solid extrusion |
Gelatin-polyvinylpyrrolidone (PVP) and gelatin-poly (vinyl alcohol) (PVA) |
Buccal films |
Propranolol hydrochloride |
23 |
Printing patterns on the placebo substrate:
On the substrate, various printing patterns can be considered. Print on the entire surface of the base film or just the centre portion with the drug-loaded ink. For specific low-dose formulations, point-by-point printing technologies seem viable. One way to make printed fixed-dose combinations easily identifiable is to employ two or more distinct dyed inks with different APIs. Another approach is line printing, which involves using asymmetrically placed lines to provide different dosing possibilities based on the cutting pattern. creating ink formulations that enable the construction of arbitrary geometric structures to regulate medication release in response to variations in the placebo substrate's surface area.6 (Refer Table No.02)
Table No 02: Various Technology and their printing Pattern as per literature survey
|
Sr. No. |
Printing Technique |
Printing Pattern |
References |
|
1. |
Piezoelectric Inkjet Printer |
Point by Point |
3,4 |
|
2. |
Inkjet Printer |
Roll to roll printing |
12 |
|
3. |
Extrusion Type 3D printing |
As per 3D design |
14 |
|
4. |
Piezoelectric Inkjet Printer 2D printing |
Printing on film (As per resolution) |
17 |
|
5. |
Thermal Inkjet Printing |
Printing on film (As per resolution) |
18,20 |
|
6. |
Combining inkjet and flexographic printing techniques |
Drop on demand and roll to roll printing |
19 |
|
7. |
Inkjet Printing |
Quick response (QR) code |
21 |
Characterization of the Placebo substrate:
To verify that placebo substrate printing method allows the production of final dosage forms free of defects, such as holes or solid protuberances etc.
The contact angle of the printing dots on the placebo substrates drops shape analyser. The contact angle was measured immediately after the drop was deposited onto the substrate. Low contact angles were measured for all the aqueous ink formulations on the hydrophilic HPMC film compared to the higher contact angles on the hydrophobic transparency film.24
The mechanical properties of the substrates were investigated by determining the Young’s modulus, ultimate tensile strength (UTS), and elongation at break, by comparison assess the mechanical properties of substrates and oral thin films.
The tensile properties of OTFs are measured by employing a texture analyser. Tensile properties also reveal the interaction between plasticizer and polymer in the OTF, whether the polymer and plasticizer mix freely. Tensile properties may be considered as tensile strength, elongation (strain), and Young’s modulus (elastic modulus).
Tensile strength is defined as maximum stress applied at which the film or filament (if this is applicable) breaks. Tensile strength test is performed to measure the mechanical strength of films and filaments. A suitable mechanical strength of filament is required, to ensure withstanding the mechanical stress during printing. It can be calculated from applied load at the rupture point divided by the strip/filament cross-sectional area given in the equation 01 below.
|
Tensile Strength |
= |
Load of Breaking Point |
(01) |
|
Film Width x Film Length |
|
|
% Elongation |
= |
L-L0 |
x 100 |
(02) |
|
L0 |
|
Where, L0 denotes the initial length of the film and L depicts the final length of the film after applying force.
|
Stress |
= |
Load of Breaking Point |
(03) |
|
Film Width x Film Length |
|
|
y |
= |
Load of Breaking Point |
(04) |
|
Film Width x Film Length |
|
An adequate printing substrate should be thick enough to resist a bending force during the printing process.17
Film moisture acts as a plasticizer to improve film flexibility. Nevertheless, too high of a moisture content might affect film stability and ink deposition efficiency17.
The film flexibility is determined by bending the film over a shaft/mandrel and the film is examined for cracks over the area of the bend. The film is assumed flexible if no cracks are visible at a 5 times magnification.25
The absorption capacity of the substrate, prepared by both, freeze-drying (foam) and air-drying (film), was determined using a previously described oil absorption method. Briefly, the substrates were cut into pieces of 1 × 1 cm and accurately weighed before immersion in paraffin oil for 24 h in a desiccator with an applied vacuum. The samples were removed from the oil and excess oil on the surface of the substrates was removed with Kwipes (Kimberly Clark Worldwide Inc., Irving, TX, USA) in a systematic manner.6 The absorption capacity (n = 6) was calculated according to Eq. (05),
|
Absorption Capacity (%) |
= |
Wt – W0 |
x 100 (05) |
|
W0 |
|
Where,
Wt is the weight after immersion
W0 is the initial weight of the sample
Application of Printed films over OTFs:
CONCLUSION:
Printing technologies will take fabrication of drug delivery systems to a new level in particular if they are combined with Oral Thin Film technology. This type of approach will potentially address the future tailor-made drug therapy and industrial needs to manufacture high-potent, personalised medicine highly sophisticated medicinal products, bio-functional medical devices and also combinations of these. The approach will give rise to opportunities to tailor the functionality of a range of delivery systems made as film formulations or other kind of layered structures for the oromucosal and oral routes, but they may be also extendable to other routes of administration. As this field grows and ink-jetting is established as a method of dispensing medicines, expanding on patient-acceptable edible substrates will be the next step in the development of individualised doses. The acceptability of the dosage form is a key element in compliance to the therapy and can influence the safety and efficacy of the printing therapy. A future opportunity is the capacity for the Oral Thin films as substrate choice to influence the release profile of the administered medicine, assuming an ingestible dosage form is produced.
ACKNOWLEDGEMENT:
I am expressing our deepest gratitude and appreciation for the assistance and support received throughout the completion of this review paper. I want to take this opportunity to acknowledge the contributions of the individuals and institutions who have played a significant role in successfully completing this research project. I am grateful to the IPS Academy College of Pharm Zim Laboratores and Gurunanak College of Pharmacy, Nagpur for offering facilities and resources for this project. I acknowledge the editorial team’s and reviewers’ contributions, which strengthened the clarity and consistency of this review paper. I am thankful to my family for their understanding, encouragement, and support.
CONFLICT OF INTEREST:
The authors have no conflicts of interest.
REFERENCES

Nikita Nandanwar, Neha Meshram, Oral Thin Films as Placebo Substrate: Current Innovation in Printing Technology, Int. J. of Pharm. Sci., 2025, Vol 3, Issue 8, 772-782. https://doi.org/10.5281/zenodo.16760922
 10.5281/zenodo.16760922
10.5281/zenodo.16760922
