
We use cookies to ensure our website works properly and to personalise your experience. Cookies policy
1Student Ashokrao Mane Institute of Pharmacy, Ambap- 416112
2Assistant Professor Ashokrao Mane Institute of Pharmacy,
3Principal Ashokrao Mane Institute of Pharmacy, Ambap
Excipients are an integral part of pharmaceutical formulations, serving diverse functions that extend beyond active pharmaceutical ingredient. This abstract provides an overview of types and functions of excipients in field of pharmaceutical science. Excipients are non-active substances intentionally added to drug formulations. Their primary function is to enhance the stability, bioavailability, and overall performance of the drug product. This paper categorizes excipients into several classes, including binders, disintegrants, fillers, lubricants, and preservatives. Each class plays a separate role in confirming safety and efficacy of final drug formulation. Binders are excipients responsible for holding the constituents of a tablet or capsule together. They promote the cohesive properties of the formulation, facilitating proper tablet compression. Common examples include cellulose derivatives and starch. Disintegrants are essential for the rapid disintegration of solid dosage forms in body, ensuring timely release of API for absorption. Excipients like croscarmellose sodium and crospovidone enhance disintegration process. Fillers, or diluents, are used to increase bulk of a formulation and facilitate accurate dosage measurements. They include lactose, microcrystalline cellulose, and mannitol, among others. Lubricants minimize friction during tablet compression, preventing sticking to machinery and improving the flowability of powder blends. Common lubricants contain magnesium stearate and stearic acid. Preservatives are excipients that safeguard the formulation from microbial contamination, increasing its shelf life and stability. Common preservatives include benzalkonium chloride and parabens. Excipients, by their versatile nature, enable formulation of various dosage forms, like tablets, capsules, syrups, and creams. Their selection and quantity are carefully considered to confirm compatibility with API and desired therapeutic effect. Absence or improper use of excipients can lead to suboptimal drug products, affecting patient safety and compliance.
A Latin word meaning "excipients," the present participle of "excipere," is where this English word first appeared. A verb that can be used to receive, gather, and extract is this one. This origin story emphasizes an important function of an excipient: to guarantee that a pharmaceutical product has the right amount of active component in relation to its weight, consistency, and volume. Take note that the term "excipients" was formally coined in 1957 to describe "substances utilized as a medium to deliver a medicament." In simpler terms, they primarily serve as inert foundation for the active ingredient or ingredients [1]. Excipients, those unsung heroes of pharmaceutical formulation, play a vital role in transforming pharmacologically energetic compounds into suitable dosage forms for patients' consumption [2]. While they may not steal the limelight as active ingredients, their importance cannot be overstated when it comes to crafting solid dosage forms like tablets and powders. To illustrate, picture the daunting challenge of producing a 1 mg dose tablet of a potent drug without aid of filling materials[3]. It's safe to say it would be an insurmountable task. As a matter of fact, excipients are frequently the essential building blocks of the dosage form, acting as solvents, liquid vehicles, bases for ointments and suppositories, diluents for tablets and capsules, and propulsants for aerosols, among other things.Another group of pharmaceutical science's unsung heroes are processing aids, which carry out essential technological tasks to guarantee the dosage form may be manufactured correctly. Consider the following examples: making sure powders are consistent, granules flow smoothly, and tablets are compressed to the desired size, among many more [4]. Formulators have the ability to fine-tune the features of the final pharmaceutical product by adjusting the type and quantity of excipients utilized.Fillers, binders, diluents, wetting agents, solvents, flavorings, coating agents, coloring agents, anti-adherents, glidants, sorbents, and surfactants are just a few of the many components that make up the vast universe of pharmaceutical excipients. These excipients can shape the delivery system's performance, even when they don't have direct therapeutic effects[5]. Some excipients, for example, can improve the API's absorption in the GI tract, while others can help regulate the API's release from the dosage form.To avoid problems with the dosage form's performance or even therapeutic failure, it is crucial to select excipients with care. The interaction between pharmaceuticals and human transport proteins may be affected by certain excipients [6-8].Modern pharmaceutical dose forms often include more than one component, not to mention API. The API usually comes with several extra components to Safeguarding, bolstering, or elevating formulation stability: Frequently, it becomes evident that API, when in its pure state, is not inclined to preserve its constancy over an extended duration. This often leads to undesirable consequences such as denaturation or adherence to the container walls, rendering it unsuitable for use. Consequently, to fortify the stability of the API, excipients are introduced. These excipients serve as invaluable allies in upholding the product's stability and guaranteeing the API's endurance for an appreciable span, thereby enhancing shelf life of dosage formulation.
PRINCIPLE:
Now, it's a pertinent question to ponder on the fundamental criteria for a contemporary pharmaceutical excipient. In Figure 1, we draw a comparison between the crucial demands placed on active ingredients and those directed at excipients. In both cases, quality and safety stand as paramount prerequisites. Where drugs necessitate therapeutic efficacy, excipients pivot towards the notion of functionality, a concept that encompasses the physical, physicochemical, and biopharmaceutical attributes of these components. A detailed exploration of quality and functionality has been recently expounded by one of the authors in a comprehensive review within this publication. For those inclined to delve deeper into these facets, we extend an invitation to refer to that resource[15].
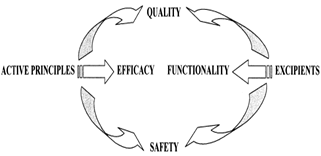
Fig. 1. Main requirements for pharmaceutical excipients.
Safety has perennially claimed the top tier as the most critical prerequisite and the subject of thorough examination in the realm of pharmaceutical drugs. In contrast, excipients have historically received less scrutiny when it comes to safety, primarily due to the general presumption of their inert and innocuous nature. However, the previous sections' thoughts and the fact that pharmaceutical technology is always changing, as shown by the growing use of new "tailor-made" materials, mean that this so-called pharmacological and toxicological inertia of these pharmaceutical components needs to be looked at again[16,17].In pursuit of this goal, we will investigate three pressing issues that may jeopardize the security of pharmaceuticals:
Origins and sources:
Excipients:
Broadly speaking, it is the excipients that shoulder the majority of the burden when it comes to weight or volume of a therapeutic product. In a pharmaceutical landscape encompassing a staggering market valuation of approximately £215 billion, the realm of excipients itself commands a substantial share, estimated at around £1.5 billion. This global distribution is noteworthy, with approximately 42% of this market share claimed by North America, 33% by Europe, and the remaining 25% distributed across the rest of the world[20]. In the year 1999, a substantial amount of approximately 600 thousand tons of materials were in play. Although the pharmaceutical business did receive some of these components, the vast majority of them were used in food, cosmetic, and chemical industries. A wide variety of sources provided these excipients.
Frequently, these substances are without the convenience of a recognizable trademark. Their source and intended applications rarely assure the stringent quality standards demanded by the pharmaceutical sector. As a result, the pharmaceutical industry often finds it imperative to subject them to meticulous and comprehensive analytical assessments.[21] These substances encompass a wide range of chemically diverse compounds, ranging from straightforward molecules such as water to intricate blends of natural, semisynthetic, or synthetic materials. From regulatory perspective, these compounds can typically be categorized into three distinct groups.[22]
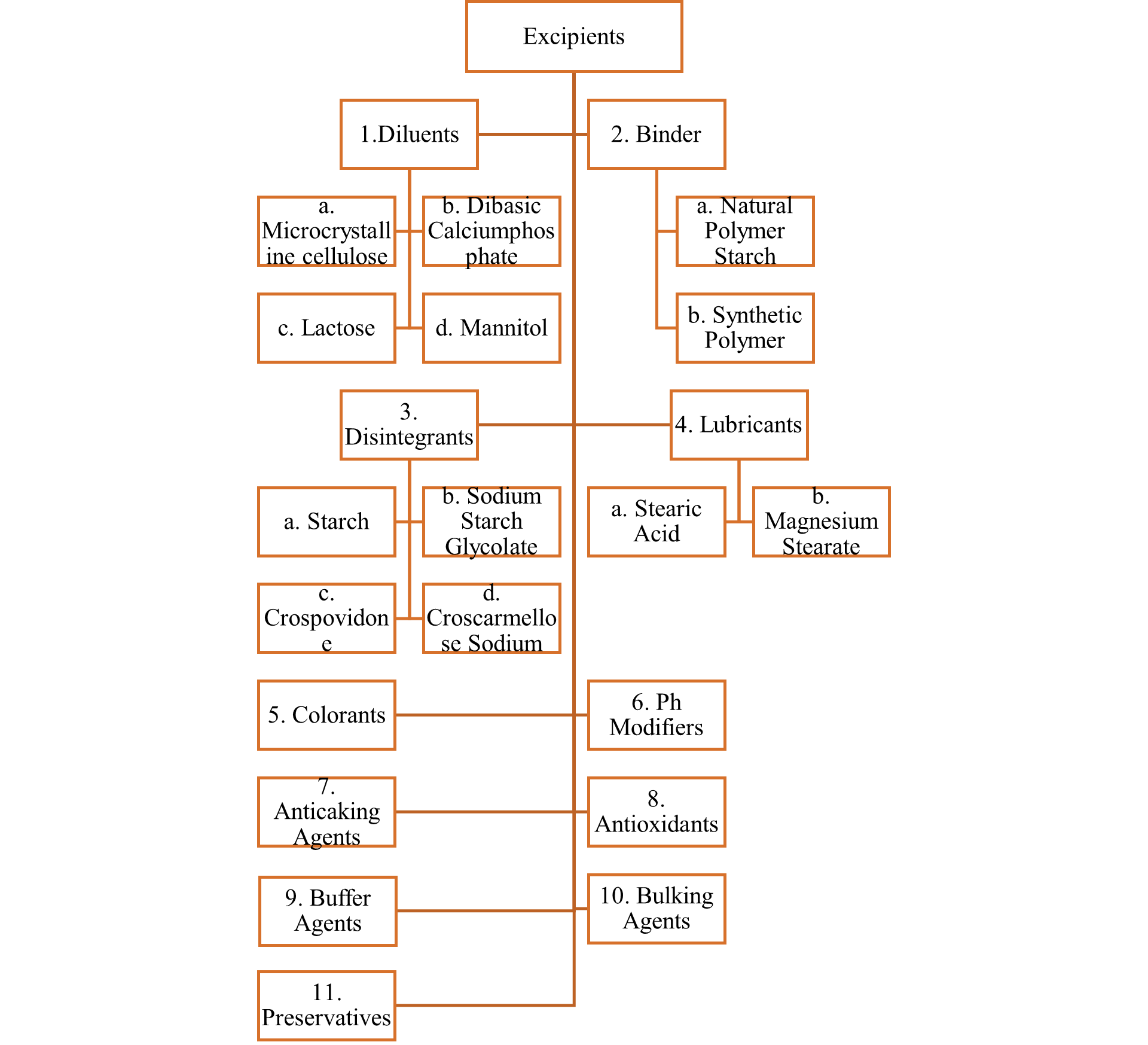
Achieving a uniform distribution and precise dosing of minuscule quantities of the active drug can pose significant challenges, but the inclusion of diluents can greatly facilitate the formulation process. Furthermore, diluents play a crucial role in enhancing the adhesion of tablets when they are formed through compression. An essential criterion is that the diluents responsible for creating the tablet's structural framework should remain intact and resistant to dissolution in the gastrointestinal tract, ensuring the tablet's solid integrity. Simultaneously, these diluents should allow for the gradual release of the pharmacologically active ingredient through diffusion. It's imperative that diluents are gentle on the body, with low toxicity levels. Employing suitable diluents not only enables precise distribution of minute drug quantities but also enhances tablet preparation through compression, thereby bolstering the drug's stability [23].
Types of Diluents:
MCC has many uses since it is a refined form of ?-cellulose that has been partially depolymerized. The formulation of solid oral dosage forms can make use of its adaptability as a diluent, binder, and disintegrant [24-27]. Its primary function is to dilute and bind in the wet granulation and direct compression procedures [25,26,28]. It is a diluent that adds 20-90% weight percent to tablet formulations. The distinctive property of MCC is its plastic deformation, which allows for efficient compaction even at low compression pressures [29,30]. The inferior flow properties of MCC should be noted, though. While larger particle sizes and greater bulk densities of MCC improve blending flow, they diminish compactability and come in a range of densities and particle sizes.Mixing MCC with other excipients is a common practice in the direct compression process because of its comparatively high cost. Its plastic deformation behavior is enhanced in dry granulation when it forms a partnership with a diluent, such as lactose, which is recognized for its brittle compaction feature. It should be noted that the compactability of MCC might be negatively impacted by wet granulation, as it causes structural changes and the loss of bonding surfaces[31-33].
Two types of dibasic calcium phosphate, anhydrous and dihydrated, are used as additions in the making of solid oral dosage forms. For whatever reason, the pharmaceutical industry isn't the one that typically uses DCP as a calcium source; nutraceuticals do. The pharmaceutical industry's affinity for DCP can be attributed to its outstanding flow and compaction characteristics. The anhydrous DCP has better intraparticular porosity, average yield pressure, and overall compressibility than the dihydrate DCP, according to a comparison of the two types of DCP [34]. Furthermore, the increased intraparticular porosity of the anhydrous DCP translates into more effective disintegration, outperforming the dihydrate form in this regard. It's worth noting, though, that neither version of DCP possesses substantial disintegration capabilities and necessitates the incorporation of swelling-type disintegrant in formulation when applied [35].
As a popular diluent, lactose has been around for a long time and is a reliable component of solid oral dosage forms. This useful compound comes in four different forms: ?-lactose monohydrate, anhydrous ?-lactose, anhydrous ?-lactose, and amorphous lactose [36,37]. While pure versions do exist, it's important to note that commercially available lactose may really be a mixture of many kinds.The formation of ?-Lactose monohydrate occurs when a supersaturated lactose solution crystallizes at or below 93.5°C. It predominantly shines in the wet granulation process. Interestingly, despite containing 5% water of crystallization, this moisture remains inert, even when in the company of moisture-sensitive materials. It's worth noting that lactose may react with primary amines, leading to browning or Maillard-type reactions. To create direct compression grades of ?-lactose monohydrate, agglomerated or granulated versions have been effectively employed. In a broader context, lactoses tend to be somewhat brittle materials and exhibit a higher tendency for fragmentation when compared to MCC (microcrystalline cellulose). Conversely, by roller drying lactose solutions, grinding, and sieving, anhydrous lactose is produced as an immediately compressible excipient [38]. Commercially accessible anhydrous lactose is usually high in ? content, however there are two isomeric forms of the sugar that must be recognized: ? and ?. Generally speaking, ? form boasts enhanced solubility, while ? form may lag behind in disintegration properties [36].
Mannitol, a versatile component, finds its place as extensively favored diluent in together pharmaceutical and food industries. Its non-hygroscopic nature makes it an ideal choice when dealing with moisture-sensitive drugs. Notably, mannitol readily relinquishes moisture when subjected to drying post-wet granulation. What sets it apart is its intriguing property of yielding cooling sensation, owing to its negative heat of solution. This unique attribute, coupled with its pleasant mouthfeel, establishes mannitol as the preferred diluent in the formulation of chewable tablets. Different polymorphic variants of mannitol have different compression properties [39]. While spray-dried varieties are great for direct compression, crystalline grades are more commonly used for wet granulation. Notably, mannitol is not suited for use as a direct compression excipient due to its inferior flow and binding characteristics when not treated with spray drying. Consequently, mannitol-containing granulations necessitate higher lubricant levels compared to granulations crafted with alternative diluents [40-42].
The role of a binder is to enhance the cohesion and amalgamation of various substances within tablets. Binders can take on a multitude of forms, ranging from liquids like water and ethanol to semi-solid compounds and solid materials. Liquid binders (like water and ethanol), sugar syrups, solutions made from natural macromolecules (like starch and gelatin), solutions made from semi-synthetic or synthetic macromolecules (like cellulose derivatives and polyvinyl alcohol), and dry binders (like cellulose derivatives, gelatin, and polyethylene glycols in the 4000-6000 range) are all types of these sealants.One of the most important things in this case is making sure that the drug is distributed evenly when it is mixed with these binders. Several of the frequently utilized binders involve acacia (doubling as an emulsifier), alginic acid (with viscosity-increasing properties), bentonite (also recognized for its viscosity-increasing capabilities), dextrin (likewise functioning as a diluent for tablets and capsules), ethylcellulose (doubling as a coating material), hydroxyethylcellulose (also used in coatings), hydroxypropyl cellulose (likewise found in coatings), sodium starch glycolate (serving both as a viscosity-increasing and disintegrating agent), starch (fulfilling a role as a disintegrant), maltodextrin (also used as a diluent), magnesium aluminum silicate (recognized for its disintegrating properties), methylcellulose (also found in coatings), sodium alginate (serving as a viscosity-increasing and disintegrating agent), carbomer (known for viscosity enhancement), methacrylic acid polymers (commonly used as coating materials), Povidone (used for consistency and viscosity improvement), and gelatin (doubling as a coating material) [43].
Types of Binders:
One of the most used binder materials in history is starch, a carbohydrate that consists of linear amylose and branched amylopectin. Its insolubility in cold water necessitates the preparation of a starch paste using hot water. The typical concentration range for an aqueous starch paste falls between 5-10% w/w. However, starch has lost favor as a binder recently because it tends to make tablets that are softer and more friable. In addition to making binder distribution more difficult, starch paste's high viscosity causes uneven distribution within granules. Starch paste has fallen out of favor in part because it is so labor-intensive to make.Pregelatinized starch, which is easily integrated as a dry powder, has mostly replaced starch due to these issues. An appealing substitute is pregelatinized starch, which is defined by the mechanical or chemical treatment that partially or totally ruptures starch granules. Completely pregelatinized starch dissolves in cold water, unlike regular starch. It is useful as a binder in direct compression at concentrations up to 20 wt% and for wet granulation at concentrations ranging from 5 to 10% w/w. Another interesting property of partially pregelatinized starch is that it becomes an immediately compressible, free-flowing powder [44,45]. There may be functional differences between partially and totally pregelatinized starch derived from different sources, though [46].
As an example of a polymer derived from 1-vinyl pyrrolidone, one of the most often used binders is polyvinylpyrrolidone, or PVP. Different PVPs have different average molecular weights, which results in different solution viscosities. Despite the availability of diverse molecular weights, the low to medium viscosity grades tend to be favored over high viscosity variants. The preference for lower viscosity grades arises from concerns related to potential dissolution delays with high viscosity grades and the logistical challenges tied to handling highly viscous solutions. Between half a milligram and five percent weight by weight of PVP is typically used as a binder in formulations.You can use water or a hydroalcoholic solution as the solvent to make a PVP binder solution. Boiling the binder solution at a temperature between 50 and 60°C is necessary if a high PVP concentration in water, such as about 50% w/w in water, is needed. To guarantee the efficient distribution of the thick binder solution, specialist systems utilizing heated jacketed containers and tubing are employed in such cases.Another option is to use PVP in a dry powder form, and then add water before granulating to activate the binder. Be warned, though, that PVP solutions may not provide the same amount of binder functionality as dry powder PVP, and thus larger quantities of the latter may be required. One noteworthy caveat associated with PVP is its hygroscopic nature. When PVP-containing formulations are exposed to high humidity storage conditions, they have a propensity to absorb moisture, potentially affecting tablet hardness, disintegration, and dissolution properties [47,48].
Disintegrants play a crucial role in disassembling granules, tablets, and capsules when they come into contact with an aqueous environment, breaking them down into primary powder particles [49]. The significance of this process lies in the fact that the smaller these particles, the greater their overall surface area. Because of this enhanced surface area, the formulation's active medicinal ingredient dissolves more easily. Incomplete absorption, a lag in the start of the drug's activity, or both might result from any hiccup in the breakdown process.The rate of disintegration is controlled by the use of disintegrants, which are directly influenced by the compaction force. Differentiating between physical and chemical disintegrants is a result of classifying these chemicals according to their method of action. A weak acid, such as citric acid, and a weak base, usually sodium bicarbonate, are the main components of chemical disintegrants. Carbon monoxide is produced by the reaction of these substances and helps with their breakdown. Because even little formulation changes might have a large effect on dissolving and bioavailability, chemical disintegrants are not used as frequently.As an example, think about the well-known tolbutamide situation where two formulations, one with half the amount of disintegrants and the other with the full amount, both achieved the in vitro disintegration time required by the pharmacopoeia within 10 minutes. However, when administered to healthy volunteers, the commercial tablet exhibited significantly higher bioavailability and elicited a more pronounced hypoglycemic response, highlighting the importance of disintegrants in pharmaceutical formulations [50].
Types of Disintegrants:
One of the first disintegrants used in solid dose formulations, starch has a long and storied history. Its usual weight-to-weight concentration in disintegrant formulations ranges from 3-25% w/w. Optimal disintegrant performance is typically achieved in the 10-15% w/w bracket. However, it's vital to exercise prudence when considering higher concentrations, as they have the potential to exert adverse effects on tablet hardness. Furthermore, employing starch at elevated concentrations can introduce challenges related to flow and compactability in the formulation. It's important to bear in mind that intragranular starch does not exhibit strong disintegrant properties [51].
SSG can be made from two sources: either a cross-linked carboxymethyl ether of starch or the sodium salt of carboxymethyl ether of starch. Carboxymethylation, which is defined by the degree of substitution it undergoes, causes hydrophilicity by allowing molecules of water access through the disruption of hydrogen bonds [52]. It's important to remember that carboxymethylation and cross-linking affect water solubility, water availability, and viscosity differently. To achieve peak performance, it is critical to find a happy medium between these parameters. disintegrant action of SSG is attributed to its remarkable ability to rapidly uptake water and swell, an attribute that underpins its mechanism of action [53].
In precisely, this material is a 1-vinyl-2-pyrrolidone homopolymer that has been cross-linked. Its disintegrant properties allow it to be used in formulations at 2-5% w/w concentrations. It's noteworthy that this material is water-insoluble, yet it exhibits a pronounced wicking propensity, readily absorbing water [54]. Its unusual swelling without gelling characteristic makes it stand out and can be very useful for creating orally disintegrating pills or in other cases when gelling could hinder disintegration.Notably, it is not ionic, therefore its disintegrant effect is not affected by the pH of the media in which it is used. This property makes it a flexible option for cationic medications [55]. Interestingly, it's been observed that coarser particles of cross-linked PVP tend to offer enhanced disintegrant efficiency [56].
CCS is a cross-linked polymer derived from carboxymethylcellulose sodium. degree of substitution, determined by carboxymethyl groups replacing hydroxyl groups, plays a pivotal role. As a result of the cross-linking reaction, sodium chloride and sodium glycolate emerge as by-products. CCS serves as a disintegrant in both wet granulated and direct compression systems, typically at concentrations spanning 0.5-5% w/w [57,58]. While insoluble in water, CCS exhibits hydrophilic traits, readily absorbing and swelling upon contact with water. It is worth mentioning that the swelling capacity of CCS is affected by the amount of carboxymethyl substitution. Basic substituents are more likely to swell than acidic ones [59].
In the production of any kind of tablet, capsule, or powder, lubricants are absolutely necessary. Their principal function is to reduce the amount of friction that occurs between the formulation blend and the metallic parts of machines that fill capsules, press tablets, or blend powder. Many hypotheses have been advanced to account for their mechanism of action [60], but the one that has garnered the most experimental evidence is: During the process of compressing tablets or filling capsules, lubricants are left behind on the metal surfaces that come into touch with the powder mixture. The metallic components and the mixture have less friction thanks to this deposit. Fatty acids, fatty acid esters, metallic salts of fatty acids, and inorganic compounds are some of the many forms that lubricants can take [61].
Types of Lubricants:
A saturated monobasic acid with 18 carbon carbon atoms that is produced by hydrolyzing animal fat or hydrogenating cottonseed or vegetable oil is known as stearic acid [62]. It usually occurs alongside palmitic and myristic acids in commercially available stearic acid. Crystal structures can range from macrocrystalline to microcrystalline, depending on the stearic acid to palmitic acid ratio [63]. Among the several polymorphic forms of stearic acid, the most thermodynamically stable one is form C. Other forms include A and B [64].
The majority of commercially accessible magnesium stearates are in crystalline form, which can manifest as anhydrate, dihydrate, or trihydrate variations. Importantly, when exposed to too much water, the anhydrous form can change into a hydrate. Keep in mind that most magnesium stearates sold in stores are actually a combination of these different types. You can get crystalline magnesium stearate and amorphous magnesium stearate as well. This amorphous variant has a pronounced capacity to absorb substantial amounts of moisture, resulting in distinct sorption characteristics [65]. In addition, magnesium stearates might differ in shape and crystallinity level from one supplier to another. Particle breakage during unit operations, such as mixing, can enhance lubricant coverage on granules, and some kinds may be more prone to this than others due to morphological variances. Particle size, surface area, bulk strength, and fatty acid content might vary from batch to batch and vendor to vendor when it comes to magnesium stearate, in addition to these structural differences [66-70].
Colorants find their place in pharmaceutical dosage forms for a multitude of reasons, encompassing the enhancement of visual appeal, differentiation from similarly-sized dosage forms, the establishment of a brand identity, and even aiding in compliance among pediatric patients. The concentration of these colorants within formulations can span from a mere 0.01% to a more substantial 2.0%, contingent on the desired level of color intensity. Natural sources such as turmeric, caramel, and indigo were the main colorants used in the early days of the pharmaceutical industry. The increased coloring potency, cost-effectiveness, and availability of a wider spectrum of colors produced by synthetic dyes and dye lakes eventually made them obsolete. The majority of these dyes fall under the Drug and Cosmetics (D&C) or Food and Drug and Cosmetic (FD&C) classifications [71].Some of these colorants are synthetic dyes that unveil their true colors when dissolved [72]. They are typically composed of 80–93% pure colorant material, and the strength of their tinting capability is directly correlated with the dye content [72]. These colorants are incorporated into either the tablet core or coating, although it's worth noting that some can pose a challenge when it comes to cleaning equipment after the manufacturing process. This can be reduced by adding these colorants towards the end of the production cycle, when cleaning is less of an issue. Another place you can see colorants utilized is in capsule shells; however, you should be aware that the gelatin used to make capsules can have some interactions with the colorants [73].
An essential function of pH modifiers, which are excipients with acidic or basic qualities, is to adjust the pH in close proximity to an active ingredient. The molecule's stability [74] or its solubility and dissolution profile [75] can be affected by this. Standard weight-to-weight (w/w) concentrations for these modifiers in formulations range between 0.5 and 5%.Common excipients used to increase acidity include tartaric acid, citric acid, and ascorbic acid. Sodium bicarbonate, magnesium oxide, calcium carbonate, and sodium citrate are examples of excipients that are commonly used to create an alkaline environment. The microenvironmental pH describes the acidity or alkalinity of the area immediately around the object. The method involves creating a slurry with a 10% or 20% w/w formulation blend in water and then measuring the pH of the resulting suspension to ascertain it [74]. Achieving a uniform distribution of pH modifiers can be challenging due to their relatively low concentration within the formulation.Research has demonstrated that wet granulation surpasses the dry granulation process in terms of incorporating disodium citrate to enhance the stability of an ester prodrug [76]. By starting with citric acid pellets as cores and then adding functional coatings to control the release of a weakly basic medication, the problem of evenly dispersing a pH modifier has been solved. A more regulated release profile is achieved by preserving the solubility of the weakly basic medication by maintaining an acidic pH within the cores [77].
To avoid the undesirable clumping that might occur in granulation blends or APIs, anticaking agents, sometimes called antiagglomeration agents, are essential. The presence of agglomeration can negatively impact several critical factors, including the flow characteristics, particle size, and overall processability, particularly in the case of water-soluble compounds.These anticaking agents, exemplified by substances like silicon dioxide, PEGs, metallic stearates, and stearic acid, function by enveloping the individual API particles, effectively thwarting any tendencies to clump together. Their typical concentrations in formulations range from 0.5% to 5% w/w. However, it's worth noting that elevated concentrations, especially in the case of metallic stearates and stearic acid, can lead to diminished blend compressibility [78].Crucially, anticaking agents must not engage in any chemical reactions with API or other excipients present within formulation [79].
Peroxides, characterized by their high reactivity, can potentially give rise to degradation products through interactions with an active pharmaceutical ingredient (API). Specifically, organoperoxides and hydroperoxides serve as catalysts, initiating free radical oxidation reactions [80].The European Pharmacopoeia mandates stringent control, permitting no more than 400 ppm of peroxides in povidone. Interestingly, USP/NF lacks a specific limit for crospovidone, yet many suppliers offer "peroxide-free" variants [81]. While both crospovidone and povidone can contribute to residual peroxide content, excipients like CCS have demonstrated the ability to mitigate oxidative degradation within tablet formulations [81]. Additionally, the employment of silicates has been effective in reducing peroxide levels in excipients [82].
Selecting the appropriate pH and buffer system is a pivotal consideration in development of stable formulations. In case of lyophilized protein drug products, the pH range typically falls within 4 to 8, and it's essential to maintain an optimal buffering capacity within 1 unit of the buffering agent's pKa. Buffer agents must meet specific criteria; they should not exhibit volatility or undergo significant pH shifts when subjected to freezing, as the presence of acetic acid, for example, can introduce variability in pH and a reduction in buffering capacity. Therefore, acetic acid is not as preferred as buffers such as histidine and tris.It should be mentioned that when the disodium phosphate buffer is frozen, it can crystallize and produce monosodium phosphate. Similarly, monobasic potassium phosphate tends to crystallize more readily than dibasic potassium phosphate, which can lead to a minor pH alteration during freezing.Alternative buffer options encompass citrate, histidine, and Tris. In scenarios where formulations target a pH range between 4 and 6, glutamate and histidine are apt choices for buffering agents [83].
Bulking agents play a critical role in lyophilized formulations, contributing to the creation of a robust cake structure that is resistant to mechanical collapse and eutectic melting. In addition, maintaining low residual moisture, typically less than 1% or 1 g of water per 100 g of dried solid, is imperative. A mechanically collapsed cake not only presents an aesthetic concern but also results in elevated residual moisture levels, rendering reconstitution challenging (refer to Carpenter et al. and related references) [84].Bulking agents find their primary utility in formulations involving low-dose, high-potency drugs that lack the inherent structural integrity necessary for lyophilization [85]. The formation of the cake structure in protein drug products relies on the bulking agent crystallizing around ice crystals during the annealing phase following freezing. This yields an exceptionally porous structure, facilitating the sublimation of water during the drying process. Mannitol, with its high crystallization temperature, proves to be an advantageous selection as it simplifies processing and storage by preventing collapse or melting [83,86].
In order to prevent chemical or covalentt breakdown of proteins, antioxidants are used when oxidation becomes a major stability issue in protein products. Sodium sulfite, ascorbic acid, selenium sulfate, and l-Methionine are some of the most commonly used antioxidants in this setting [83]. If an antioxidant isn't compatible with the pH of the formulation, it won't work.When determining an appropriate concentration of antioxidants, it is crucial to use the smallest amount while also taking into account the antioxidant-to-protein ratio, same as is done when considering surfactants. In addition, factors including dissolved oxygen levels, sun exposure, and oxidative stress from other excipients in the formulation, like polysorbates, need to be considered. An antioxidant with a high enough concentration may be required for this.Antimicrobial preservatives are typically superfluous for the majority of lyophilized pharmaceutical goods. But antimicrobials are necessary when the same medication container is going to be used for more than one injection. Benzyl alcohol, m-cresol, methyl paraben, propyl paraben, phenol, and propyl gallate are among the antimicrobial preservatives that can be given intravenously [83].Some protein products have a high preservation requirement since they are very unstable due to the possibility of oxidation. Antioxidants are used to protect proteins against chemical or covalent breakdown. Antioxidants such as sodium sulfite, ascorbic acid, and selenium sulfate are frequently used for this purpose [83]. These chemicals preserve the protein products from damage.
Function of Drug excipients:
CONCLUSION:
Excipients play a central role in formulation and effectiveness of pharmaceuticals, as well as in various other industries. These inactive substances serve several essential functions, including enhancing drug stability, aiding in drug delivery, improving taste and appearance, and ensuring proper dosage accuracy. By carefully selecting and controlling the types and proportions of excipients in a formulation, pharmaceutical companies can optimize the safety, efficacy, and overall performance of their products.Furthermore, as scientific research and technological advancements continue to evolve, excipient development is likely to become even more sophisticated, allowing for the creation of innovative drug delivery systems and therapeutic solutions. As we explore new frontiers in medicine and industry, understanding the types and functions of excipients remains a vital component of achieving success in drug development, manufacturing, and patient care. It is a field of study that will continue to shape future of healthcare and many other sectors, facilitating the delivery of safe and effective products to benefit people around the world.
REFERENCE:


Nikita N. Bagal, Radhika S. Subhedar, Nilesh B. Chougale, A Review On Excipient Used In Preparation/ Formulation Of Solid Dosage Form, Int. J. of Pharm. Sci., 2024, Vol 2, Issue 5, 1711-1727. https://doi.org/10.5281/zenodo.11387378
 10.5281/zenodo.11387378
10.5281/zenodo.11387378