
We use cookies to ensure our website works properly and to personalise your experience. Cookies policy
Vaishalitai Jondhale college of pharmacy , Dombivali, India
Three-dimenstional (3D) printing, also known as cumulative manufacturing, has surfaced as a transformative technology in the pharmaceutical assiduity, offering a paradigm shift from traditional mass product toward substantiated pharmacotherapy. This review totally explores the elaboration of 3D printing for oral lozenge forms, fastening on the literature published between 2019 and 2024. The primary advantage of this technology lies in its capability to customize drug by acclimatizing the size, shape, medicine release profile, and cure revision to meet specific case requirements.While 3D printing offers unknown openings for customization, the structural integrity and mechanical parcels similar as hardness and frangibility of the published tablets remain critical challenges. This paper discusses the colorful factors impacting these mechanical parcels, including the selection of specific excipients and the optimization of publishing parameters. Likewise, the review addresses the current nonsupervisory geography, noting the absence of specific guidelines for 3D- published solid oral lozenge forms and the posterior need for new nonsupervisory fabrics to ensure quality norms. Computational styles and expansive pre-and post-processing evaluations are stressed as essential tools for maintaining quality control. By synthesizing data from 500 recent publications, this review provides a comprehensive overview of the current approaches, specialized challenges, and the unborn outlook for integrating 3D-published tablets into clinical practice.
3D printing (3DP), or cumulative manu76facturing, is revolutionizing oral medicine delivery by enabling the subcaste-by-subcaste fabrication of customizable, patient-centric lozenge forms. Unlike traditional mass manufacturing, 3DP allows precise control over medicine lading, figure, and release biographies, offering results for individualized drug and complex release patterns. 3D printing creates 3D objects from CAD models, moving from prototyping to artificial, precise, and decentralized pharmaceutical product. Interest in three-dimentional (3D) printing has grown significantly called a new “artificial revolution” because they’ve the eventually to transfigure indeed well-established requests. When the FDA approved Spritam the first 3D-published drug in 2015, numerous anticipated the technology to take over the pharmaceutical assiduity snappily. Still, despite a massive increase in scientific exploration, on other 3D-published medicines have been approved by the FDA or the European Commission since also. That said, the assiduity is still moving forward. For illustration, a company called Triastek has entered concurrence to begin clinical trials (IND concurrence) for four different 3D-published products in the United States. While Spritam uses a system called ZipDose, Triasatek uses an “fashion. Indeed though these styles are different, they’ve both considered types of 3D printing.
3D printing technologies all partake a common process they use digital data to define the exact position of every part of an object using 3D equals. Generally, a product is designed on a computer (CAD), and also the machine builds it subcaste by subcaste grounded on that digital plan. This system allows for incredibly precise control over how accoutrements are arranged. In traditional manufacturing, constituents are generally mixed into a invariant mix to insure the cure is correct. 3D printing, still, allows for unique shapes and internal structures. This can be used to control how a medicine is released or to keep different constituents in separate chambers within a single pill. Recently, experiments have started agitating 4D printing. The “fourth dimension” in these products is time. This means the 3D-published object is designed to change its shape or geste over time, frequently touched off by effects like temperature or humidity (known as “shape memory goods”). The thing of this review is to give you an overview of the most recent developments in 3D-published medicines, their ways and operation in colorful conditions with their phrasings.
HISTORY
|
YEAR |
Milestone |
Printing Technology |
Important Advances |
|
1996 |
Initial Release |
Desktop 3D Printer |
Solid samples made of PCL and PEO polymers with blue and yellow dyes showed intricate drug delivery systems. |
|
2000 |
Initial prototypes
|
BJ/Droplet Binding
|
Formulations of diclofenac and chlorpheniramine utilizing methacrylate copolymers are examples of early research into binding powder beds with liquid. |
|
2012 |
The laser SLS Sintering |
SLS |
Initial application of PCL-based selective laser sintering for progesterone pills. |
|
2014 |
Extrusion Era |
FDM/SSE |
For complicated bilayer tablets, research turned to semi-solid extrusion and fused deposition modeling (PVA filaments). |
|
2015 |
FDA Approval |
ZipDose (Jetting Binder) |
Aprecia's Spritam (levetiracetam) The US FDA authorized pharmaceuticals as the first 3D printed medication. |
|
2016-19 |
Polypills & Designs |
SLA, SLS, FDM |
creation of "polypills" with five or six distinct APIs in distinct sections with pediatric-specific forms like teddy bears. |
|
2020+ |
Next Gen Technology |
Multi-Material/4D |
Investigation of 4D printing (time-responsive forms) and IND approval for a number of new Triastek 3D-printed goods. |
3D PRINTED TABLETS
3D published tablets (or “printlets”) are oral solid lozenge forms manufactured on-demand using cumulative manufacturing (subcaste-by-subcaste deposit) rather than traditional contraction. This fashion allows for largely individualized drug through precise control over medicine lozenge, complex shapes, and controlled-released biographies, frequently combining multiple specifics into one pill. The first 3D-published tablet, Spritam (levetiracetam), was approved for epilepsy, showcasing its eventuality for high medicine lading.
ADVANTAGES
3D printing has given druggists and medical masterminds the capability to customized medicines by modifying the design straight to its CAD train. In this way, duplications can be made more snappily. These duplications are also a lot cheaper than the traditional way of manufacturing medicines. For case, tweaks or adaptations in the excipients, swap forms and tablets of the drugs can be made fluently.
For cases with multiple conditions, a 3D published lozenge similar as a “polypill” can be used. Polypill contains multiple active constituents that are combined into a single lozenge. This is used to treat different diseases. Some capsules are also designed to treat the complaint of some particular case. Still, the case’s age, weight or organ function must also be considered.
With the conventional system of producing drugs, some capsules are delicate to swallow. But with 3D printing, capsules can be designed according to a case’s preferences. For illustration, medical masterminds can produce a lozenge that can disintegrate fleetly in a case’s mouth therefore, making it easier to take. Spritam First 3D published medicine. In 2015, Aprecia was the first pharmaceutical brand to use 3D printing technology to produce a medicine called Spritam. This medicine is meant to treat symptoms of epilepsy similar as a onset seizures and myoclonic seizures. When it was released, Spritam also entered then necessary US FDA blessing. The medicine has a unique structure that dissolves significantly faster than the average lozenge.
3D printing allows apothecaries and healthcare providers to print drugs on-demand rather of mass producing them. In this way, the medicinal diligence can revolutions the force chain. Thus, lowering distribution costs.
DISADVANTAGES
With 3D printing, pharmaceutical companies can authorise their arrangements to apothecaries and healthcare providers. Therefore, they can now fluently publish medicines locally. However, pharmaceutical companies cannot conceivably oversee the effectiveness of every 3D printing operation. Also, they need to consider the implicit product liability implications. According to the pharmaceutical companies part in furnishing their product design, they maybe incompletely responsible for any undesirable incidents or product disfigurement claims. Other parties involved similar as the printer manufacturer may also be liable for this fallout. For medicinal companies who are planning to venture into 3D printing, they should develop a policy for certifying their arrangements. In this way, they will ensure that they’re financially and fairly defended.
The rapid-fire increase in reproducing fake capsules is one of the topmost enterprises with 3D printing. Likewise, 3D printers are now being used by hackers to produce fake drugs briskly than the traditional manufacturing method. As an illustration, hackers who gain access to a drug’s design can mass-produce the medicine overseas. This can exploit the intellectual property of the pharmaceutical company. Also, if the medicine is inaptly produced, it can beget detriment to the cases. Therefore, hitting the pharmaceutical company’s character and fiscal status. Apart from that, hackers can also make variations to the drug’s constituents or boluses. This may lead to severe health consequences for the cases.
The traditional way of mass-producing drugs is subject to violent supervision from authorized agencies similar as FDA. This guarantees the company and the consumers that the products are manufactured carefully. However, with 3D printing, the FDA cannot regulate every printing operation. Therefore, determining how the product is developed may be questioned. Likewise, with 3D printing, there’s still a possibility of imperfect 3D printer and gratuitous printing failures.
TECHNIQUES OF 3D PRINTED TABLETS
Colorful technologies have been developed for the construction of 3D published tablets. Despite individual differences, the process involves three introductory way that are common to all ways
Some of the most common 3D printing ways used in the pharmaceutical assiduity for the product of solid oral lozenge forms are
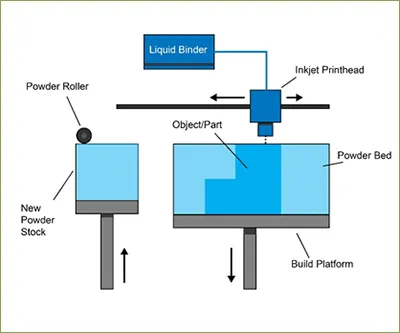
Binder Jetting (BJ) is a 3D printing fashion in which a liquid binder result is precisely applied to a greasepaint substrate using a printer snoot.
The bedewed greasepaint patches are also fused together, solidifying the subcaste. The first subcaste is published onto the figure platform, also the plunger lowers to the consistence of the following subcaste and posterior layers are published and clicked together. The process is repeated several times until the 3D object is produced.
The BJ offers important advantages for the product of pharmaceutical lozenge forms. The molding process takes place at room temperature and atmosphere, avoiding oxidation and thermal declination of active constituents. Also, it’s applicable to a wide range of accoutrements and produces largely previous tablets with high medicine ladings. Thus, it’s most suitable for the medication of immediate release, fast dissolving, or dispersible lozenge forms. Still, one the major downsides is that it’s a multi-step process taking post-processing way similar as drying. It’s particularly grueling to produce tablets with acceptable mechanical parcels due to high porosity. It’s supported that excipient, and especially binders, play a significant part in the physical parcels of tablets. Paddings with high water solubility, humectants with high water content and binders with high density in result can increase the hardness and list strength of tablets, and accordingly protract their decomposition time.
Principle
Binder Jetting 3D Printing (BJ-3DP) has surfaced as the leading cumulative manufacturing fashion for pharmaceutical product. The process operates on a cyclical, subcaste-by-subcaste base to make solid lozenge forms.
The Printing Process
The abecedarian medium of BJ-3DP involves the following way
Expression Inflexibility
The distribution of the Active Pharmaceutical component (API) can vary depending on the asked outgrowth
Binder- Only Essay The essay contains only the binding agent, while the API and other excipients (inactive constituents) arepre-mixed into the greasepaint bed.
API- Invested Essay The API is dissolved or suspended as nanoparticles within the liquid essay and scattered directly onto a bed of excipients.
Handling undoable medicine.
While BJ-3DP is naturally suited for water-answerable medicines, it can also accommodate undoable APIs through specialized pretreatment. Current exploration in this area is limited but promising. For case, experimenters have successfully used spray drying to combine hydrophobic (water-stewing) medicines like clotrimazole with hydrophilic (water-loving) carriers like PVP and lactose. This process significantly improves the medicine’s wettability, making it much easier to publish and further effective when consumed.
Disadvantages of Binder Jetting Fashion
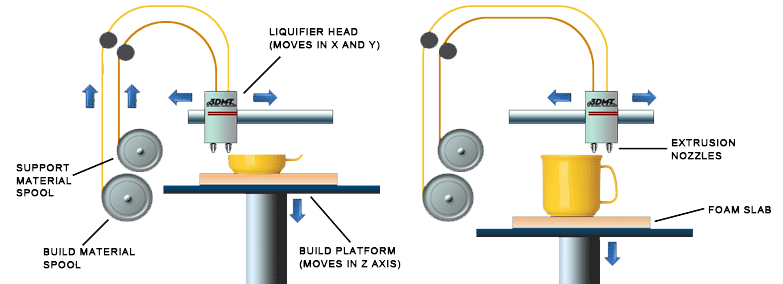
In fused deposit modelling (FDM), medicine-loaded thermoplastic polymer fibers are extruded through the print head at a specific temperature in specific directions. The molten hair is also deposited onto the figure plate and solidifies in consecutive layers to form the object.
Originally, the operation of this technology was established for non- pharmaceutical purposes, substantially in aerospace, armature, and automotive diligence due to the lack of pharmaceutical grade polymers. Still, expansive testing has been carried out over the times and moment, there are a variety of polymers that can be used as matrices for medicines in FDM 3D printing. Ethyl cellulose (EC), hydroxypropyl cellulose (HPC), hydroxypropyl methyl cellulose (HPMC), hydroxypropyl methyl cellulose acetate succinate (HPMCAS), ethylated acrylate copolymer (Eudragit RL and RS), polyethylene glycol (cut), polyethylene oxide (PEO), polylactic acid (PLA), polyvinyl alcohol (PVA), and polyvinyl pyrrolidone (PVP) are the most generally used polymers according to the current literature.
Principle
Fused Deposit Modeling (FDM) depends heavily on the physicochemical parcels of the hair- specifically its mechanical, thermal, and rheological (inflow) characteristics. These factors determine whether a material is “printable” and how well the final product will hold its shape.
To be used in FDM, a polymer must be thermoplastic, meaning it softens when hotted and hardens when cooled. Common artificial accountments include ABS (acrylonitrile Butadiene Styrene), PLA (Polylactic Acid) Polyamide and Polycarbonate In the medical field, Polyvinyl Alcohol (PVA)- traditionally used only as a dissolvable support material is gaining traction for individualized drug because it can be reused into a colloidal result.
Two critical temperatures define a polymer’s geste the Glass Transition Temperature (T_g) and the Melting Temperature(T_m). The Safety Gap A polymer’s T_g should be significantly lower than its declination temperature to help the material from breaking down during the heating process. The Printing Threshold exploration suggests that for unformed polymers, the minimal printing temperature is roughly T_g 78 textbook {°C}.
Rheology refers to how the hair flows under stress. Density is a crucial part of this, impacting two stages of printing Extrusion How fluently the melted hair passes through the narrow snoot. Structural Recovery How snappily the material “sets” and regains its solid structure after being deposited. Factors Affecting density
Internal The chemical expression, the molecular weight of the medicine being used, and the solid form of the material. External The extrusion temperature, the speed of the print, and the periphery of the snoot.
Eventually, the hair must be fully homogeneous. Any internal excrescencies similar as air bubbles or lumps- will beget variations in the consistence of the published layers, leading to structural failures in the final lozenge form.
Advantages of FDM
Disadvantages of FDM
Semi-solid extrusion (SSE) is a 3D printing fashion in which material in semi-solid or semi-molten form is extruded from a hype-suchlike system in consecutive layers to form a three- dimensional object. Unlike FDM, which uses solid fibers, SSE prepares the starting material by mixing the ideal rate of active substances with detergents to form a gel or paste. Also, low temperatures are used during the process, thus, it’s suitable for thermolabile active constituents. It has been applied to the medication of colorful lozenge forms including immediate release tablets, or dispersible tablets, pediatric gum formulations, controlled release tablets, gastro- floating tablets, and solid lipid tablets. It’s a protean and simple fashion as the medicine can be mixed directly with excipients and filled into a hype or catridge. Thus, it can potentially be used in clinical practice, in original apothecaries or conventions, to produce customized and substantiated phrasings.
Principle
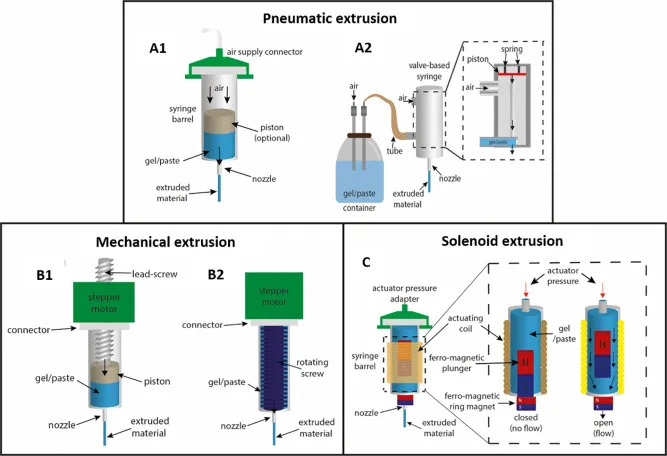
Extrusion- grounded 3D printing systems for medicine and bioinks generally use one of three main driving mechanisms. Each system has distinct advantages depending on the material’s consistence (density)and the needed perfection.
These systems use compressed air to push circumfluous accoutrements through a snoot.
Versatility They’re largely adaptable, able of handling both low- and high-density accoutrements.
Mechanical systems apply direct physical force to the hype and are generally divided into piston-driven or screw-driven designs. Effectiveness They’re frequently simpler, more affordable, and easier to transport because they don’t bear a big air compressor. Workflow These systems allow for faster hype changes during a print, which can significantly ameliroate overall product effectiveness.
This system uses electrical beats to spark a stopcock located at the base of the hype. Medium it’s designed to work with specific “cross-linking” styles, similar as accoutrements that solidify when exposed to ions or UV light. Constraint While largely precise for thin, low-density bio-inks, it’s generally not suitable for thick or high-density accoutrements.
Advantages of Semi-Solid Extrusion (SSE)
Disadvantages of Semi-Solid Extrusion (SSE)
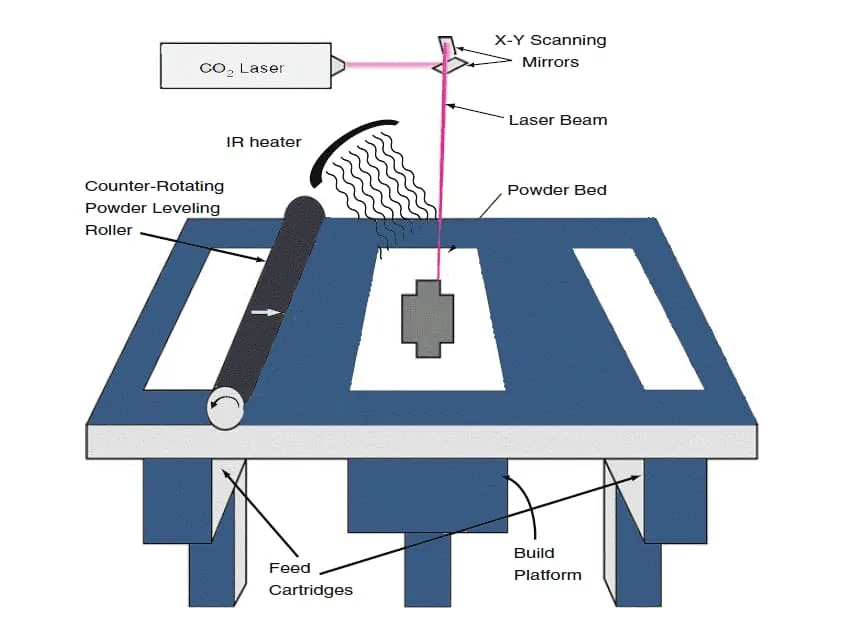
Picky ray sintering (SLS) is a 3D printing process that uses a greasepaint bed as the starting material, analogous to BJ. Still, the main difference between these two ways is that SLS uses a ray to toast and fuse the greasepaint patches together, rather than using a liquid binder result. During the printing process, the first subcaste of greasepaint is spread unevenly on the figure platform and also the ray draws a specific pattern on the face of the greasepaint bed. Once the first subcaste is completed, a comber spreads a new subcaste of greasepaint on top of the former one, and as the process continues, a 3D object is gradationally formed. SLS is a one-step process that doesn’t bear previous medication of fibers as in FDM or post-processing way such as Drying in BJ and SSE.
Principle
The core principle of Picky Ray Sintering (SLS) is grounded on the thermal emulsion of powdered accoutrements through a process called greasepaint bed emulsion. Unlike traditional manufacturing that removes material, SLS builds structures subcaste-by-subcaste by precisely applying a high-power ray to a bed of fine-granulated greasepaint. The process begins by hotting the entire figure chamber to a temperature just below the melting point of the specific polymer or pharmaceutical mix being used, which reduces the quantum of ray energy needed to bond the patches and prevents thermal screwing.
A thin, invariant subcaste of greasepaint is spread across the figure platform, and the ray also traces the specific cross-sectional figure of the 3D model onto this face. This localized heat causes the greasepaint patches to fuse at their contact points a process known as sintering without reaching a completely liquid state. Once a single subcaste is solidified, the figure platform lowers by a bit of a millimeter, and a new subcaste of fresh greasepaint is deposited over the former bone. The ray also repeats its path, contemporaneously fusing the new patches together and relating them to the subcaste below. A unique advantage of this principle is that the girding unsintered greasepaint remains in place during the figure, acting as a natural support medium that allows for the creation of largely complex internal infrastructures, similar as pervious structures or concave chambers, which are frequently employed in ultramodern medicine delivery exploration to customize the release rate of drug.
Advantages of Picky Ray Sintering
Disadvantages of Picky Ray Sintering
The process requires professed drivers to handle greasepaint, and drawing the finished corridor is time- consuming.
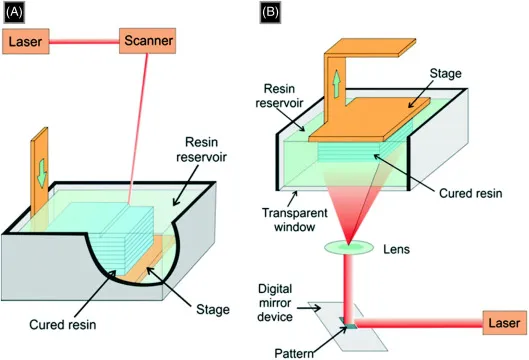
Stereolithography (SLA) is an cumulative manufacturing process in which the object is created by widely curing a polymer resin subcaste by subcaste with an ultraviolet (UV) ray. The accoutrements used in SLA are photosensitive polymers that are in liquid form. In some cases, post-curing with a UV roaster can be used to increase the mechanical strength of the object. In the medical field, stereolithographic 3D printing is substantially used in towel engineering and in the fabrication of implantable bias. still, operations in the pharmaceutical field are still limited.
One of the major advantages of this fashion is the high printing resolution, which is superior to other 3D printing ways. It also minimizes original heating during the process, making it suitable for the fabrication of oral lozenge forms containing thermolabile medicines. This was experimentally demonstrated by Wang et al. Who successfully used SLA to publish tablets containing 4- ASA, a known thermosensitive medicine. It was set up that SLA reduced thermal medicine declination compared to FDM. Still, the main reason holding back the operation of SLA in medicines is the limited number of photo cross linkable polymers that are safe for pharmaceutical use.
Principle
In light- grounded 3D printing, the process of photopolymerization is used to transfigure liquid resins into solid structures. This chemical chain response requires three essential factors a light source, a monomer or oligomer (the structure blocks), and a photo initiator (PI).
The Medium of Action
The process begins when the light source emits photons that strike the photo initiator. This triggers a response that produces" initiating substances" generally free revolutionaries, anions, or cations. These largely reactive patches also attack the near monomers or oligomers, forcing them to bond together.
Two Types of Light Curing
Depending on how the motes bond, the curing process is distributed into two distinct types
print- convinced Polymerization A chain response where monomers are added one by one in a direct fashion, forming long molecular chains.
print- crosslinking A process where chemical bonds (crosslinks) are formed between being macromolecular chains, creating a sturdy, connected network.
Advantages of Stereolithography
Disadvantages of Stereolithography
• Expansive Post-Processing Parts bear washing with detergents (e.g., IPA), support junking, and post-curing in a UV roaster.
• Material Limitations Limited material options compared to FDM or SLS, with resins frequently being more precious.
• Fragility and UV perceptivity published corridor can be brittle and prone to yellowing or declination over time when exposed to sun.
• Support Structures obligatory supports can leave marks and circumscribe design freedom.
• lower figure Volume Industrial SLA machines can be precious, and consumer- grade machines are frequently limited to lower figure sizes.
• Long- term Stability Not suitable for long- term out-of-door use due to UV perceptivity.
Examples Of 3D Printed Tablets :
Spritam ®(Levetiracetam) The first FDA- approved 3D- published medicine (2015), exercising binder jetting to produce largely pervious, fleetly disintegrating tablets for epilepsy.
• Triastek T19 & T22 MED ™ (Melt Extrusion Deposition) published tablets designed for timed, point-specific release in rheumatoid arthritis.
• Polypills (Multi-Active Tablets) Custom- designed tablets containing multiple active constituents (e.g., nifedipine, captopril, glipizide) for technical release biographies;
• Individualized ODTs (Orally Disintegrating Tablets) Acetaminophen tablets published with complex shapes (e.g., QR canons) using binder jetting for personalized dosing.
• FDM- published Core- Shell Tablets Sustained- release phrasings for psychiatric specifics, using polymers like Eudragit or PVA to control medicine release.
Diabetes mellitus (DM)
Diabetes Mellitus is considered one of the most common habitual metabolic diseases characterized by elevated blood sugar situations in the body due to endless damage to beta cells (Type 1 DM) or stashing of shy or imperfect insulin by beta cells with a attendant drop in insulin perceptivity in apkins (Type 2 DM). The primary cause of DM can depend on a cornucopia of factors ranging from inheritable and environmental factors to ethnical factors. In recent times environmental factors and ethnical factors are also taken as consideration for cause of DM.
In recent times, 3D published polypills have been fabricated to synopsize 2 or 3 pharmaceutical actives in 1 lozenge, thereby reducing HBA1c situations, with a drop in the dosing frequence. triadic oral remedy is a treatment authority that employs a drug that is combined with two unsuccessful combinations of medicines in a polypill that results in a drop in the glycemic indicator and HbA1c, as reported by the TrIED study. A combination lozenge containing glimepiride, metformin, and pioglitazone (GMP) was administered along with a combination of slow- release metformin and 70/30 mortal insulin both doubly daily (BD), which eased the reduction of HBA1c situations in Type 2 diabetic cases.
• Cardiovascular conditions (CVD)
Cardiovascular Disease (CVD) is a general term used to describe the conditions that affect the heart or blood vessels. They include cardiac arrest, coronary heart complaint, heart failure, hypertension, arrhythmia, supplemental roadway complaint, natural heart complaint, deep tone thrombosis, and pulmonary embolism.
Fixed cure combinations (FDC) were set up to be an effective system of adding patient adherence and antihypertensive efficacity. still, FDC rules are aimed at the general public and thus can not be flexibly specified, depending on the requirements of small groups of cases. In this case, 3D published poly capsules can help achieve these flexible doses. The study by “Pereira et al”. shows a significant enhancement of» 44 in adherence to drug in CVD cases when treated with custom 3D published poly capsules, compared to conventional treatment. Case adherence putatively decreases with an increase in the number of specifics. FDM 3D printed was used for the construction of polypills conforming of amlodipine besylate, indapamide, lisinopril dihydrate, and rosuvastatin calcium using polyvinyl alcohol as polymer.
|
APIs (Active Pharmaceutical Ingredients) |
Dosage Form |
Printing Method |
Material/ Excipients |
Specific Disease |
|
5- fluorouracil |
Tablet |
Printing with a binder jet. |
Polyethylene glycol (PEG); Soluplus® (SOL) |
Cancer |
|
5-fluorouracil; |
Tablet with two layers |
Micro syringe with pressure assistance |
Triethyl citrate with poly (lactic-co-glycolic acid) (PLGA) |
Cancer of the liver |
|
Doxorubicin |
Absorber |
Constant Liquid |
Polystyrene sulfonate |
Cancer |
|
Paclitaxel; Lidocaine with Rapamycin |
Tablet with many layers |
3D printing using extrusion |
polylactic-co-glycolic acid (PLGA)
|
Cancer |
|
APIs |
Dosage Form |
Printing Technique |
Illness |
|
Metformin; tablet of glimepiride bilayer |
Bilayer tablet |
Fused Deposition Modelling |
Diabetes |
|
Metformin |
Tablets |
Fused Deposition Modelling |
Diabetes |
|
Metformin |
Gummies |
Extrusion that is semi-solid |
Diabetes |
|
Dapagliflozin |
Tablet/Paste |
Pressure that is semi-solid |
Diabetes |
|
Glipizide |
The Duo Tablet is a tablet that is integrated into a bigger tablet. |
Fused Deposition Modelling |
Diabetes |
|
Aspirin, hydrochlorothiazide, |
Tablet with many layers |
3D printing using extrusion |
High blood pressure; |
|
Glipizide, Nifedipine, and Captopril |
Tablet with many layers |
3D printing using extrusion |
Diabetes and Hypertension |
|
Hydrochlorothiazide with Enalapril |
Tablet with two layers |
Fused Deposition Modelling |
High blood pressure |
|
Lisinopril |
Tablet with many layers |
3D printing using binder jetting |
High blood pressure |
CONCLUSION
3D printing technologies all partake a common process they use digital data to define the exact position of every part of an object using 3D equals. generally, a product is designed on a computer (CAD), and also the machine builds it subcaste by subcaste grounded on that digital plan. This system allows for incredibly precise control over how accoutrements are arranged. In traditional manufacturing, constituents are generally mixed into a invariant mix to ensure the cure is correct. 3D printing, still, allows for unique shapes and internal structures. This can be used to control how a medicine is released or to keep different constituents in separate chambers within a single lozenge.Overall, this review aims at reflecting the current development status, artificial characteristics, and overall development trends of 3D- published medicines. We hope that this review can give a meaningful reference for those who are engaged in affiliated exploration. It's believed that with nonstop sweats, the future of the 3D- published medicine assiduity is promising and will clearly promote medicine medication technology that's intelligent and substantiated.
REFERENCES








Harshal Borse, Sneha Govalkar, Shravani Khadye, Radhika Shinde, Sakshi Bandgar, Sanket Gabhale, Uma Patil, Sagar Dhongde, 3D Printed Tablets for Oral Dosage Forms: Based on Types, Technologies, Application in Various Diseases with Examples, Int. J. of Pharm. Sci., 2026, Vol 4, Issue 6, 4902-4918, https://doi.org/10.5281/zenodo.20757711
 10.5281/zenodo.20757711
10.5281/zenodo.20757711