
We use cookies to ensure our website works properly and to personalise your experience. Cookies policy
1,2,3,4,5,6Department of Pharmaceutics, BCDA College of Pharmacy and Technology,78, Jessore Road, Hridaypur, Barasat, Kolkata 700127, West Bengal, India.
Poor aqueous solubility is among the most persistent obstacles in modern drug development, affecting an estimated 70–90% of new candidates and frequently producing inadequate dissolution, erratic absorption, and poor oral bioavailability. Amorphous solid dispersions (ASDs) have become one of the most successful formulation strategies for this problem, dispersing the active pharmaceutical ingredient (API) in a high-energy amorphous state within a polymeric carrier. The amorphous form carries greater free energy and molecular mobility than its crystalline counterpart, raising apparent solubility and generating supersaturation during dissolution. Advances in polymer science, manufacturing, and characterization have widened the applicability of ASDs, with spray drying and hot-melt extrusion now established industrial platforms and KinetiSol processing, electrospinning, supercritical-fluid technology, and three-dimensional printing extending the toolbox. Physical instability, recrystallization, moisture sensitivity, and scale-up complexity nonetheless continue to constrain broader use. This review summarizes the physicochemical principles, mechanisms of bioavailability enhancement, drug–polymer interactions, formulation components, manufacturing and characterization methods, stability challenges, recent advances, regulatory considerations, and future directions for ASDs, with attention to commercially successful products and emerging trends including ternary systems, artificial-intelligence-assisted design, and continuous manufacturing.
The oral route remains the preferred mode of drug administration for its convenience, patient compliance, economy, and suitability for chronic therapy, yet the delivery of many therapeutic agents is limited by poor aqueous solubility [9–10,23,29]. Modern discovery programmes generate an increasing proportion of highly lipophilic candidates, and a substantial share of new chemical entities fall into Biopharmaceutics Classification System (BCS) Class II and IV, where dissolution and solubility are the principal
barriers to absorption. Because dissolution in gastrointestinal fluids precedes membrane permeation, insufficient solubility translates directly into low and variable bioavailability and poor therapeutic outcomes.
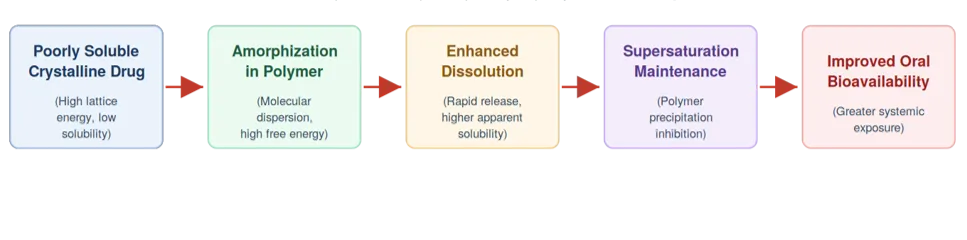
Figure 1. The amorphous solid dispersion pathway: conversion of a poorly soluble crystalline drug into a stabilized amorphous form enhances dissolution, sustains supersaturation, and improves oral bioavailability
Numerous strategies have been pursued to overcome these limitations, including salt formation, particle-size reduction, lipid-based systems, cyclodextrin complexation, nanocrystals, and solid dispersions [9,38,39,49]. Salt formation is restricted to ionizable molecules; size reduction increases surface area without altering intrinsic solubility; and lipid and cyclodextrin systems are constrained by carrier capacity and dose volume. Amorphization, by contrast, raises the apparent solubility ceiling itself, and when paired with a precipitation-inhibiting polymer it can sustain elevated concentrations long enough for absorption to occur. In an ASD the drug is molecularly dispersed within a polymeric carrier in a high-energy amorphous state; lacking long-range order, it exhibits greater thermodynamic activity, faster dissolution, and improved absorption [1,8].
The central principle of ASD technology is to convert a crystalline drug to its amorphous form while stabilizing that metastable state through interactions with suitable polymers and excipients [1,3]. Polymers such as polyvinylpyrrolidone (PVP), polyvinylpyrrolidone-vinyl acetate (PVP-VA), hydroxypropyl methylcellulose (HPMC), hydroxypropyl methylcellulose acetate succinate (HPMCAS), and Soluplus® are widely used for their ability to inhibit crystallization and maintain supersaturation [4,7,11,13,15,19,20]. Over the past two decades these principles have supported the commercialization of numerous products, with spray drying and hot-melt extrusion becoming dominant manufacturing platforms [7,20,24]. Persistent challenges—recrystallization, moisture-induced phase separation, scalability, and regulatory complexity—mean that a thorough grasp of formulation principles, stabilization mechanisms, processing, and characterization remains essential [5,17,21]. This review provides such an overview, with emphasis on recent advances and future perspectives for improving oral bioavailability [9,34,48].
2. PHYSICOCHEMICAL BASIS OF AMORPHOUS SOLID DISPERSIONS
Nearly every practical decision in ASD development−polymer identity, drug loading, processing route, and packaging - traces back to a small set of governing properties: the free-energy difference between solid forms, the glass transition temperature, the molecular mobility of the matrix, and the strength of drug-polymer interactions [1,2,5,7,14,21]. These are examined in turn below.
2.1 Crystalline versus Amorphous State
Drug substances exist as crystalline or amorphous solids [37]. Crystalline materials possess a highly ordered, periodic lattice and are thermodynamically stable, so disrupting their lattice energy during dissolution requires additional energy that limits dissolution rate and apparent solubility [9]. Amorphous materials lack long-range order and resemble supercooled liquids; their higher internal energy and molecular mobility elevate thermodynamic activity, yielding apparent solubilities that can be several-fold higher than the crystalline form [1,2,5,6,8]. The amorphous state is, however, inherently metastable and tends to revert to the lower-energy crystalline state, making it susceptible to recrystallization during manufacturing, storage, and dissolution [1,3]. Stabilization strategies are therefore essential to preserve the benefits of amorphization throughout the product lifecycle.
Table 1. Comparison Between Crystalline and Amorphous Drug Forms
|
Parameter |
Crystalline Form |
Amorphous Form |
|
Molecular Arrangement |
Highly ordered |
Disordered |
|
Thermodynamic Stability |
High |
Low (Metastable) |
|
Free Energy |
Low |
High |
|
Entropy |
Low |
High |
|
Solubility |
Lower |
Higher |
|
Dissolution Rate |
Slower |
Faster |
|
Molecular Mobility |
Restricted |
Higher |
|
Recrystallization Tendency |
Minimal |
High |
|
Bioavailability Potential |
Limited |
Enhanced |
|
Storage Stability |
Excellent |
Requires stabilization |
2.2 Thermodynamic and Kinetic Principles
The enhanced performance of ASDs arises from both thermodynamic and kinetic factors. Thermodynamically, the amorphous state has a higher Gibbs free energy than the crystalline state, and this difference drives increased solubility and dissolution, as expressed by: [1,8]
ΔG = −RT ln (Sa/Sc)
where ΔG is the free-energy difference, R the gas constant, T the absolute temperature, and Sa and Sc the amorphous and crystalline solubilities. The higher free energy promotes greater molecular release into solution and the formation of supersaturated concentrations that supply the gradient needed for absorption [1,8,11,13]. Kinetically, molecular mobility governs physical stability, since greater mobility accelerates nucleation and crystal growth [2,5]. This is the central paradox of ASD design - the same high free energy that delivers the solubility benefit also drives recrystallization - so formulation aims to retain the thermodynamic advantage while raising the kinetic barrier high enough that the system stays amorphous over its shelf life [1,3].
2.3 Glass Transition Temperature (Tg)
The glass transition temperature (Tg) is among the most important stability parameters, marking the transition from a rigid glassy state to a mobile rubbery state [1,2]. Below Tg molecular motion is restricted and crystallization is slowed; above it mobility rises sharply, promoting phase separation and recrystallization [1,3,5,17,35]. Stability is generally improved when storage temperatures remain well below Tg, and a common practical guideline is to store at least 50 °C below Tg. High-Tg polymers such as HPMC, HPMCAS, and PVP raise the overall formulation Tg and thereby reduce mobility [4,15,19,20]. The Gordon–Taylor equation is widely used to predict the Tg of binary systems and to assess drug–polymer miscibility, with deviations between predicted and measured values signalling specific interactions such as hydrogen bonding [8,15,17,21].
2.4 Molecular Mobility and Physical Stability
The tendency of amorphous materials to recrystallize is strongly governed by molecular mobility—localized motions, rotations, and translational diffusion that allow molecules to rearrange into crystalline order [1,3]. Mobility is influenced by temperature, moisture content, drug loading, polymer concentration, polymer molecular weight, and storage conditions [5,7,14,21]. Moisture is particularly detrimental because water plasticizes the matrix, lowering Tg and accelerating crystallization and phase separation [5,17]. Polymeric carriers counter these effects by increasing system viscosity, creating steric barriers to rearrangement, and forming intermolecular interactions that reduce drug diffusion and nucleation.
2.5 Supersaturation and the "Spring-and-Parachute" Concept
The ability to generate and maintain supersaturation is central to the bioavailability benefit of ASDs [11,13]. On dissolution the high-energy amorphous drug rapidly produces concentrations above equilibrium solubility—the "spring"—while the polymer acts as the "parachute," delaying precipitation and sustaining supersaturation. Because drug flux across the intestinal membrane is proportional to the concentration gradient (Fick's law), maintaining supersaturation directly increases absorption potential. Polymers such as HPMCAS, Soluplus®, and PVP-VA are especially effective at prolonging supersaturation by inhibiting crystal nucleation and growth [4,7,15,19,20].
2.6 Drug–Polymer Miscibility
Miscibility - the capacity of drug and polymer to form a homogeneous molecular dispersion—is a prerequisite for a successful ASD, since poor miscibility leads to phase separation, recrystallization, and loss of performance [5,16,17]. Miscibility is assessed using Hansen solubility parameters, the Flory–Huggins interaction parameter, differential scanning calorimetry, hot-stage microscopy, and spectroscopic methods [16]. Strong intermolecular interactions, particularly hydrogen bonding between drug functional groups and polymer chains, improve miscibility and stability, and rational polymer selection based on these principles can substantially enhance both stability and dissolution [8,15].
2.7 Relationship to Oral Bioavailability
Collectively, these properties shape oral absorption [9,34]. Higher apparent solubility raises dissolved-drug concentrations in gastrointestinal fluids, faster dissolution accelerates availability at absorption sites, and sustained supersaturation maintains a high concentration of molecularly dissolved drug across the intestine [11,13]. Combined with polymer-mediated precipitation inhibition, these mechanisms improve bioavailability, so rational ASD design requires an integrated understanding of thermodynamics, mobility, glass-transition behaviour, supersaturation, and drug–polymer interactions [12,15].
3. MECHANISMS OF BIOAVAILABILITY ENHANCEMENT
ASDs improve oral bioavailability through several interconnected mechanisms—enhanced solubility, rapid dissolution, supersaturation generation, precipitation inhibition, and improved intestinal absorption—that act in concert rather than isolation [9,11,13,15,34]. A formulation may dissolve quickly yet fail in vivo if supersaturation collapses before absorption, while excellent precipitation inhibition is of little value without a meaningful concentration gradient. Robust performance therefore depends on the kinetic balance between supersaturation generation and decay
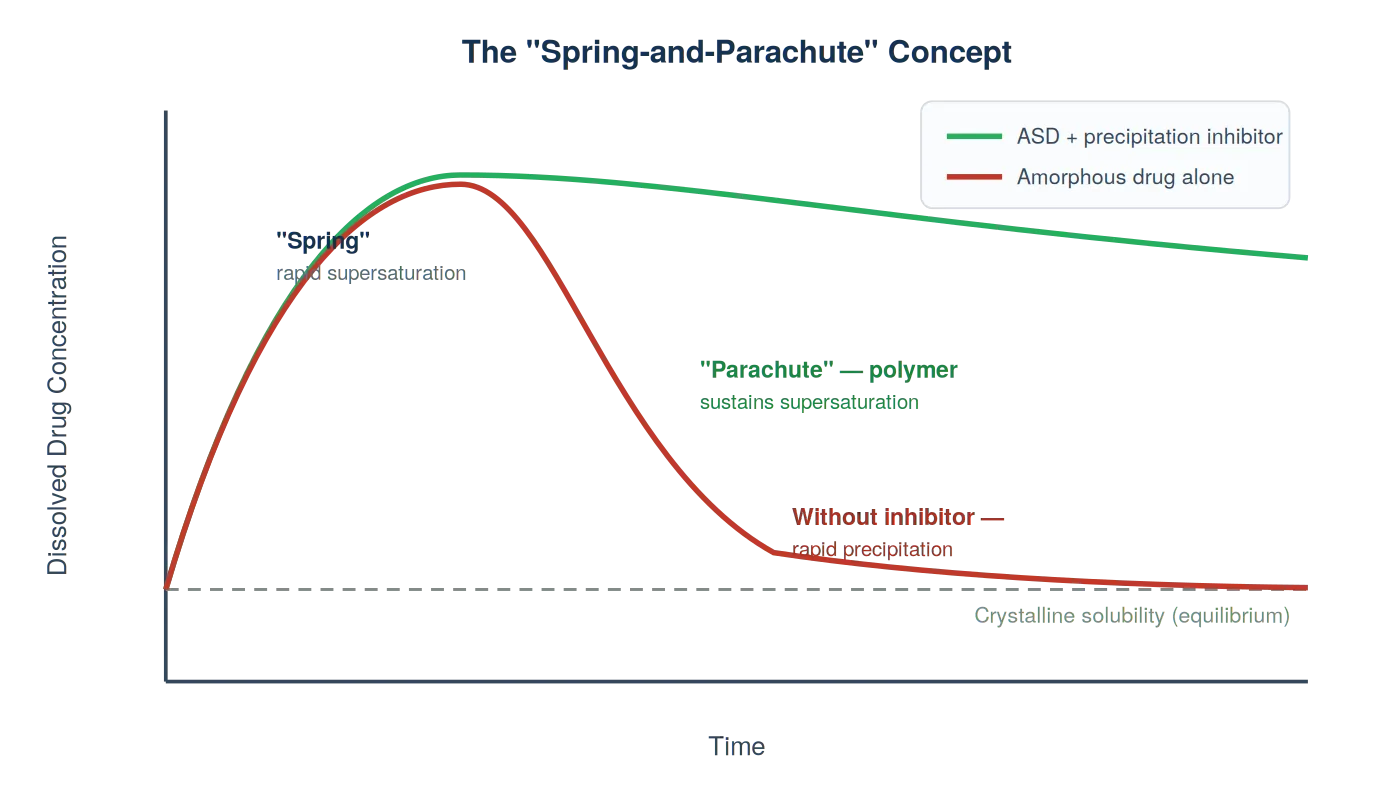
Figure 2. The “spring-and-parachute” concept. The amorphous drug rapidly generates supersaturation (the spring), while a suitable polymer delays precipitation and sustains the supersaturated state (the parachute)
3.1 Solubility and Dissolution Enhancement
The amorphous state's higher Gibbs free energy lowers the energy required for molecules to leave the solid phase, raising apparent solubility by factors ranging from a few-fold to several hundred-fold depending on the drug. Molecular dispersion within a hydrophilic polymer further improves wettability and effectively reduces particle size to the molecular scale, increasing the surface area available for dissolution. By the Noyes–Whitney relationship, the faster dissolution reflects both the absence of lattice energy and polymer-enhanced water penetration; polymers such as PVP, HPMC, HPMCAS, and Soluplus® hydrate to form gel layers that promote release while controlling crystallization [4,15,19,20]. These advantages are realized only if the system stays physically stable, since solution-mediated recrystallization during dissolution can negate the solubility gain.
3.2 Supersaturation, Precipitation Inhibition, and Absorption
On dissolution the amorphous drug generates a transient supersaturated solution whose magnitude depends on drug properties, polymer selection, drug loading, and dissolution conditions [7,14]. Supersaturation is thermodynamically unstable and tends to relax toward equilibrium through nucleation and crystal growth, so its maintenance is critical. Polymers stabilize the supersaturated state by raising the energy barrier to nucleation, adsorbing onto growing crystal faces, and engaging in specific molecular interactions - principally hydrogen bonding - that reduce drug mobility in solution. By sustaining a high concentration of molecularly dissolved drug, ASDs increase the gradient for passive diffusion and relieve dissolution-limited absorption. The strength of drug–polymer interactions correlate with both solid-state stability and supersaturation maintenance, and the net effect is a substantial increase in oral bioavailability relative to the crystalline drug [9,34].
3.3 In Vitro–In Vivo Correlation
Translating in vitro supersaturation into predictable clinical exposure remains one of the harder problems in ASD development [20,50]. Conventional compendial dissolution under sink conditions cannot capture the supersaturation and precipitation that govern absorption, so non-sink, biphasic, and transfer methods with biorelevant media are used to reproduce physiological behaviour. When these methods reflect the in vivo balance of dissolution, supersaturation, and precipitation, the profiles can be coupled to physiologically based pharmacokinetic models to anticipate plasma exposure and reduce reliance on costly in vivo studies [23,29].
4. DRUG–POLYMER INTERACTIONS AND STABILIZATION MECHANISMS
Because the amorphous state is metastable, the practical goal is not to prevent crystallization entirely but to keep the system kinetically trapped over its shelf life and use. Drug–polymer interactions provide the principal lever, acting in the solid state to suppress mobility and nucleation and in solution to retard precipitation.
4.1 Hydrogen Bonding, Ionic, and Hydrophobic Interactions
Hydrogen bonding between drug functional groups (hydroxyl, amino, carboxylic acid, carbonyl, ether, ester) and complementary polymer groups is the most frequently reported stabilizing interaction: by anchoring drug molecules it lowers the mobility that drives nucleation; by promoting molecular-level mixing it raises miscibility and the single-phase Tg, and by occupying nascent crystal surfaces it slows growth [16,17]. Ionic interactions—between basic drugs and acidic polymers such as HPMCAS, methacrylic acid copolymers, and Eudragit® grades, or the reverse—are stronger still, conferring enhanced stability, improved supersaturation maintenance, and elevated Tg [18]. Weaker van der Waals and hydrophobic interactions also contribute, particularly where amphiphilic polymers engage lipophilic drugs and help stabilize the supersaturated state.
4.2 Miscibility Assessment and Stabilization Against Recrystallization
Miscibility is evaluated through Hansen solubility parameters, the Flory–Huggins interaction parameter, single-Tg behaviour by DSC, and spectroscopic techniques that confirm molecular-level mixing. Polymers stabilize against recrystallization by antiplasticization (raising Tg and reducing mobility), steric hindrance to molecular rearrangement, intermolecular binding that anchors drug molecules, and adsorption onto nascent crystal surfaces. The same interactions that stabilize the solid state generally also prolong solution supersaturation, linking storage stability to in vitro performance.
4.3 Polymer Selection and Emerging Computational Approaches
Polymer selection balances interaction capacity, Tg, hygroscopicity, processability, and dissolution behaviour, and increasingly draws on computational tools [31,32]. Molecular-dynamics simulations probe drug–polymer interactions and miscibility at the molecular scale; machine-learning models trained on formulation datasets predict amorphization, physical stability, and dissolution from material descriptors; and digital formulation design integrates these methods to narrow the experimental search space. These approaches are shifting polymer selection from empirical screening toward data-driven prediction, though their reliability remains dependent on data quality and standardization [30,31].
Table 2. Common Polymeric Carriers and Their Principal Functions in ASDs
|
Polymer |
Key Function |
|
PVP |
Strong hydrogen bonding and rapid dissolution |
|
PVP-VA |
Improved miscibility and precipitation inhibition |
|
HPMC |
Physical stabilization and controlled release |
|
HPMCAS |
Superior supersaturation maintenance |
|
Soluplus® |
Amphiphilic solubilization and stabilization |
|
Eudragit® |
Ionic interaction and pH-dependent release |
5. FORMULATION COMPONENTS IN ASD DEVELOPMENT
5.1 Drug Selection Criteria
Not every poorly soluble drug is a suitable ASD candidate. Favourable candidates combine genuine solubility-limited absorption with adequate glass-forming ability, since drugs that resist amorphization or crystallize readily are difficult to stabilize [33]. Glass-forming ability, often assessed by the ease with which a melt vitrifies on cooling and by the ratio of glass transition to melting temperature, distinguishes stable glass formers from poor ones. Molecular structure influences both glass-forming ability and interaction potential, with hydrogen-bonding groups favouring polymer compatibility, while melting point and thermal stability determine whether fusion-based or solvent-based processing is more appropriate [23,29].
5.2 Polymeric Carriers
Polymers are the most important excipient class in ASDs. PVP offers strong hydrogen bonding and rapid dissolution but is hygroscopic; PVP-VA reduces hygroscopicity while retaining precipitation-inhibiting capacity; HPMC provides high Tg and physical stabilization; HPMCAS, with ionizable succinate and acetate groups, is particularly effective at maintaining supersaturation and underpins many marketed spray-dried products; Soluplus® is an amphiphilic graft copolymer well suited to hot-melt extrusion; and Eudragit® grades enable ionic interactions and pH-dependent release [4,15,18,20,22,23,50]. Polymer choice is therefore matched to both the drug and the intended process.
Table 3. Comparative Functions of Common ASD Polymers
|
Polymer |
Function |
Major Advantage |
|
PVP |
Stabilization |
Strong hydrogen bonding |
|
PVP-VA |
Precipitation inhibition |
Lower hygroscopicity |
|
HPMC |
Physical stabilization |
High Tg |
|
HPMCAS |
Supersaturation maintenance |
Excellent stability |
|
Soluplus® |
Solubilization |
Suitable for HME |
|
Eudragit® |
pH-dependent release |
Ionic interaction capability |
5.3 Surfactants, Precipitation Inhibitors, and Plasticizers
Surfactants improve wettability, dispersion, and in some cases supersaturation maintenance and permeation. Poloxamers act as solubilizers and dissolution enhancers, the Tween series as wetting agents and solubilizers, sodium lauryl sulfate as a strong solubilizer, and Vitamin E TPGS as both a surfactant and a P-glycoprotein inhibitor that can aid absorption. Surfactants must be used at carefully chosen levels, since excess can lower the formulation Tg or micellize the drug in ways that reduce the free, absorbable concentration. Dedicated precipitation inhibitors—often the same cellulosic or vinyl polymers used as carriers—extend supersaturation in solution, while plasticizers can lower processing temperatures in hot-melt extrusion at the cost of reduced Tg and must be balanced accordingly [12,15,22,23].
Table 4. Common Surfactants Used in ASD Systems
|
Surfactant |
Function |
Benefit |
|
Poloxamer 188 |
Solubilizer |
Improved wettability |
|
Poloxamer 407 |
Dissolution enhancer |
Enhanced drug release |
|
Tween 20 |
Wetting agent |
Improved dispersion |
|
Tween 80 |
Solubilizer |
Maintains supersaturation |
|
SLS |
Solubilization |
Rapid dissolution |
|
Vitamin E TPGS |
Surfactant and absorption enhancer |
P-gp inhibition |
5.4 Novel Excipients and Quality-by-Design Selection
Newer options include copovidone-based systems, amphiphilic polymers offering combined solubilization and stabilization, and mesoporous carriers that confine drug within nanoscale pores to inhibit crystallization [4,43,47]. Excipient selection increasingly follows a Quality-by-Design framework that links critical material attributes to critical quality attributes through structured risk assessment, supported by molecular modelling, artificial intelligence, and high-throughput screening to accelerate rational selection [23,28,30,32].
6. MANUFACTURING TECHNOLOGIES
No single route is universally optimal; the choice depends on the drug's thermal sensitivity, its solubility in volatile solvents, the target drug loading, and the intended scale [7,14]. Spray drying and hot-melt extrusion dominate commercial practice because both are continuous, scalable, and supported by mature regulatory precedent, while emerging platforms widen the accessible design space [21,24].
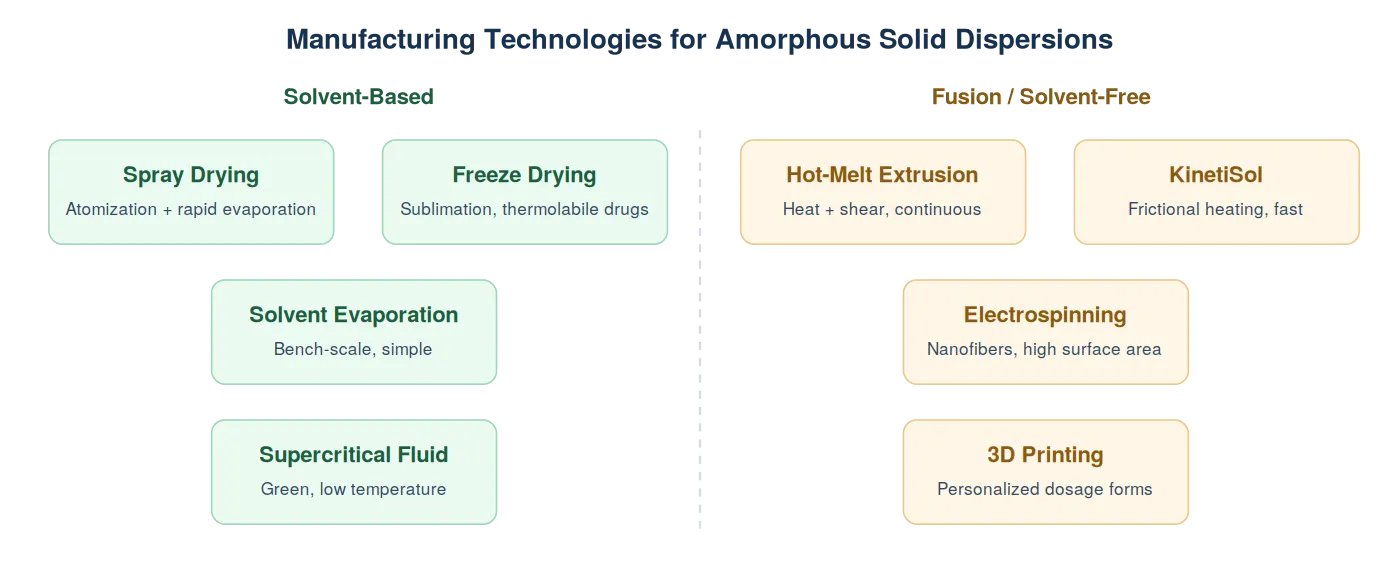
Figure 3. Principal manufacturing technologies for amorphous solid dispersions, grouped into solvent-based and fusion or solvent-free routes
6.1 Spray Drying
Spray drying dissolves drug and polymer in a volatile solvent, then atomizes the solution into a hot drying gas so that rapid solvent evaporation kinetically traps the drug in the amorphous state [21,24,42]. The high rate of solvent removal freezes molecular arrangement before crystallization can occur, giving homogeneous, fully amorphous dispersions, and evaporative cooling of the droplets limits thermal exposure so that thermolabile drugs are accommodated. The principal demands are solubility of both components in a common volatile solvent, control of residual solvent, and management of particle morphology, since the porous powders typical of spray drying aid dissolution but can increase moisture uptake. Spray drying underpins many marketed ASD products [20,50].
6.2 Hot-Melt Extrusion
Hot-melt extrusion conveys a drug–polymer blend through a heated barrel with rotating screws, melting and intensively mixing the components before shaping the extrudate, which is then milled [22,23]. Being solvent-free and inherently continuous, it avoids residual-solvent concerns and suits high-throughput manufacture, producing dense, uniform material with reproducible release. Its constraints are thermal and shear stress, which can degrade sensitive drugs, and the need for polymers with a processing window between softening and degradation; plasticizers are sometimes used to widen that window. It is among the leading platforms for commercial ASDs.
6.3 Solvent Evaporation and Freeze Drying
Bench-scale solvent evaporation (rotary evaporation, film casting) is simple and inexpensive but difficult to scale and prone to residual solvents [24,42]. Freeze drying removes solvent by sublimation at low temperature and suits thermolabile and aqueous-soluble drugs, though it is slow and costly. Both remain valuable for early development and for drugs incompatible with thermal or large-scale solvent processes [23,29].
6.4 Emerging Technologies
KinetiSol® dispersing uses high-shear frictional heating to amorphize drugs rapidly without solvents and with reduced thermal exposure, suiting high-melting or thermally sensitive drugs but requiring specialized equipment [25]. Electrospinning produces drug-loaded nanofibers with very high surface area and rapid dissolution, but faces scale-up limitations [26]. Supercritical-fluid technology offers a green, low-temperature route with limited residual solvent, at higher cost. Three-dimensional printing enables personalized dosage forms and complex release geometries and is an emerging area with evolving regulatory expectations [27]. Continuous and intensified processes increasingly integrate these unit operations with inline analytics for tighter control and reduced waste.
Table 5. Comparative Analysis of ASD Manufacturing Technologies
|
Technology |
Major Advantages |
Major Limitations |
Industrial Applicability |
|
Spray Drying |
Excellent amorphization, scalable |
Solvent use, residual solvents |
Very High |
|
Hot-Melt Extrusion |
Solvent-free, continuous |
Thermal stress |
Very High |
|
Solvent Evaporation |
Simple, inexpensive |
Scale-up challenges |
Low |
|
Freeze Drying |
Suitable for thermolabile drugs |
Expensive, slow |
Moderate |
|
KinetiSol® |
Reduced thermal exposure |
Specialized equipment |
Moderate |
|
Electrospinning |
Nanofiber production, rapid dissolution |
Scale-up limitations |
Low |
|
Supercritical Fluid Processing |
Green technology |
High cost |
Moderate |
|
3D Printing |
Personalized dosage forms |
Regulatory challenges |
Emerging |
6.5 Selection of a Manufacturing Route
Choosing among these technologies is a multi-factor decision. Thermolabile drugs steer development toward spray drying, supercritical-fluid processing, or KinetiSol, while drugs with poor solvent solubility favour fusion-based routes; polymer melt viscosity and degradation temperature matter for extrusion, and solubility and solution viscosity for spray drying [25]. Manufacturing considerations such as scale, residual-solvent limits, and the desire for continuous operation narrow the choice further. In practice spray drying and hot-melt extrusion are often evaluated in parallel, with selection guided by amorphization efficiency, stability, dissolution, and process robustness.
6.6 Scale-Up and Process Robustness
Carrying an ASD process from bench to commercial scale requires that amorphization, homogeneity, and stability be preserved as equipment and throughput change. In spray drying, droplet size, drying-gas flow, and thermal history must be maintained across dryer geometries; in hot-melt extrusion, screw configuration, residence-time distribution, and thermal and shear input must be matched as barrel size increases. Because these parameters interact, a change intended to improve one attribute can compromise another, and apparently minor equipment differences can shift residual crystallinity or stability. A scale-up strategy grounded in process understanding—supported by inline analytics and, increasingly, by predictive models—is therefore essential to transfer a formulation reliably and to support continuous manufacturing [23,28].
7. ADVANCED CHARACTERIZATION TECHNIQUES
Robust ASD development depends on an integrated analytical strategy that confirms amorphization, probes interactions and miscibility, quantifies molecular mobility, and predicts performance. Differential scanning calorimetry detects glass transitions and residual crystallinity and, through a single composition-dependent Tg, confirms miscibility. Powder X-ray diffraction confirms the absence of crystalline order and detects recrystallization on storage. Fourier-transform infrared and Raman spectroscopy identify the molecular interactions—especially hydrogen bonding—that underpin stabilization, with Raman mapping revealing spatial homogeneity [6,23,29]. Solid-state NMR probes molecular mobility and phase behaviour, microscopy characterizes morphology and incipient phase separation, dynamic vapour sorption quantifies moisture uptake, and biorelevant dissolution assesses in vitro performance. Process analytical technology based on near-infrared and Raman sensing extends characterization into real-time process monitoring.
Table 6. Principal Characterization Techniques for ASDs
|
Technique |
Information Obtained |
Application |
|
DSC |
Tg, melting point |
Thermal characterization |
|
PXRD |
Crystallinity |
Amorphization confirmation |
|
FTIR |
Molecular interactions |
Compatibility studies |
|
Raman |
Crystallinity and mapping |
Stability evaluation |
|
ssNMR |
Molecular mobility |
Advanced characterization |
|
SEM |
Surface morphology |
Particle analysis |
|
AFM |
Surface roughness |
Phase separation studies |
|
DVS |
Moisture sorption |
Stability prediction |
|
Dissolution Testing |
Drug release profile |
Performance evaluation |
No single technique is sufficient on its own; each answers a specific question, and a meaningful characterization package combines them. A typical workflow confirms amorphous content by PXRD and DSC, verifies miscibility through a single composition-dependent Tg, identifies stabilizing interactions by FTIR or Raman, probes mobility by ssNMR, quantifies moisture sensitivity by DVS, and evaluates performance through biorelevant dissolution, with imaging and process analytical tools added for spatial homogeneity and real-time control [6].
8. STABILITY CHALLENGES
Stability assessment must address two coupled failure modes: physical instability, in which the drug recrystallizes or the matrix phase-separates without chemical change, and chemical instability, in which the high surface area and mobility of the amorphous state accelerate degradation. A meaningful strategy anticipates both.
8.1 Physical Instability and Its Drivers
The thermodynamic driving force for recrystallization is the excess free energy of the amorphous state, but the rate is controlled kinetically by molecular mobility. Mobility below Tg—localized, segmental, and translational motions characterized by relaxation-time analysis—remains significant even tens of degrees below Tg, which is why a substantial Tg margin is sought [2,35,36]. Classic studies of model glasses such as indomethacin and of PVP coprecipitates established that crystallization proceeds wherever residual mobility persists, and that a high-Tg polymer both raises the transition and reduces the underlying motions. Moisture is the dominant external accelerant, plasticizing the matrix, lowering Tg, and promoting both crystallization and phase separation; higher drug loadings reduce the stabilizing polymer fraction and raise the same risks, whereas low loadings improve stability at the cost of dosage-form size [7,14].
Table 7. Factors Affecting the Physical Stability of ASDs
|
Factor |
Impact |
|
High Molecular Mobility |
Recrystallization |
|
Low Tg |
Reduced stability |
|
Moisture Uptake |
Plasticization |
|
High Drug Loading |
Phase separation |
|
Poor Miscibility |
Crystallization |
|
Temperature Stress |
Molecular mobility increase |
|
Weak Drug–Polymer Interactions |
Reduced stabilization |
8.2 Effect of Drug Loading
Drug loading is one of the most consequential and most constrained formulation variables. At low loadings the abundant polymer fraction dilutes the drug, maximizes stabilizing interactions, and raises the formulation Tg, giving excellent stability at the cost of a larger dosage form. As loading rises, drug–drug contacts increase and the stabilizing polymer fraction falls, so the risk of phase separation and crystallization climbs, often sharply beyond a drug-specific threshold related to the amorphous solubility of the drug in the polymer [44,46]. Defining the maximum single-phase loading over the shelf life is therefore central to development and is increasingly guided by miscibility measurement and predictive modelling.
8.3 Moisture Control and Packaging
Because water is the dominant accelerant of physical instability, moisture management spans formulation, process, and packaging. Less hygroscopic polymers such as PVP-VA reduce the intrinsic tendency to take up water; drying and residual-solvent control during manufacture limit the starting moisture burden; and protective packaging—moisture-barrier blisters, induction-sealed bottles, and desiccants—limits ingress during storage. Functional coatings and secondary packaging can provide further protection for especially sensitive systems. These measures are complementary, and a robust product typically combines an inherently less hygroscopic formulation with packaging sized to the demonstrated moisture sensitivity.
8.4 Chemical Instability and Stability During Dissolution
Chemical degradation pathways include hydrolysis, oxidation, thermal degradation during processing, and drug–excipient reactions, all potentially accelerated by amorphous mobility and surface exposure. Instability can also manifest during dissolution, where supersaturated solutions may precipitate before absorption. Stability is assessed by thermal analysis (DSC), structural characterization (PXRD, spectroscopy), moisture evaluation (DVS), and performance testing (dissolution under accelerated conditions).
8.5 Strategies and Emerging Approaches for Stability Enhancement
Effective stabilization combines rational polymer selection with measures that raise Tg, optimize drug loading, protect against moisture through packaging and coatings, and exploit advanced processing. Ternary systems incorporating a second polymer or surfactant, and co-amorphous systems in which two small molecules stabilize each other, can extend stability beyond binary dispersions [7,45]. Artificial intelligence, machine learning, and molecular modelling increasingly support stability prediction, reducing reliance on lengthy real-time studies [30,32].
9. RECENT ADVANCES AND COMMERCIAL APPLICATIONS
Recent progress spans novel polymers, multicomponent dispersions, nanostructured systems, intensified manufacturing, and computation. Novel and functionalized polymers improve miscibility and supersaturation maintenance; ternary ASDs combine complementary stabilization mechanisms; and nano- and nano-amorphous dispersions further accelerate dissolution. Continuous manufacturing and process intensification improve scalability and control, while artificial intelligence and machine learning enable predictive formulation design [23,28,30,31]. Emerging manufacturing routes—KinetiSol, electrospinning, supercritical-fluid technology, and three-dimensional printing—continue to broaden the toolbox [25,27]. The commercial maturity of the field is demonstrated by a growing list of marketed ASD products [20,50].
9.1 Novel Polymers and Ternary Systems
Beyond the established carriers, interest has grown in functionalized cellulosic derivatives and purpose-designed copolymers that present tailored hydrogen-bonding or ionizable groups for stronger, more specific interactions. Ternary dispersions, which add a second polymer or a surfactant to a binary system, can simultaneously improve solid-state stability and solution supersaturation when the components address different failure modes—for example, one polymer maximizing miscibility while another sustains the parachute. The benefit is not automatic, however, and depends on favourable interactions among all components.
9.2 Nanostructured Dispersions and Continuous Manufacturing
Nano-amorphous dispersions and nanofiber systems exploit very high surface area to accelerate dissolution and, in some cases, to further raise apparent solubility [26]. In parallel, the shift toward continuous manufacturing—particularly continuous hot-melt extrusion and integrated spray-drying lines—offers tighter control, smaller footprints, and reduced batch-to-batch variability, supported by inline process analytical technology that monitors quality in real time [23,28].
9.3 Computational and Data-Driven Design
Machine-learning models now predict amorphization, physical stability, and dissolution from molecular descriptors and process parameters with useful accuracy, and molecular simulation provides mechanistic insight into miscibility and interactions. Together with high-throughput screening, these methods are compressing development timelines and reducing material consumption, although their performance remains bounded by the quality and breadth of the underlying datasets.
Table 8. Representative Commercially Marketed ASD Products
|
Product |
Drug |
Technology |
|
Sporanox® |
Itraconazole |
Spray-Dried ASD |
|
Kaletra® |
Lopinavir/Ritonavir |
Solid Dispersion |
|
Intelence® |
Etravirine |
ASD Formulation |
|
Incivek® |
Telaprevir |
Spray-Dried ASD |
|
Kalydeco® |
Ivacaftor |
ASD-Based Formulation |
|
Zelboraf® |
Vemurafenib |
Amorphous Dispersion |
The clinical impact of these products illustrates the value of the technology [20,50]. Spray-dried itraconazole dispersions overcame the dissolution-limited absorption of a highly lipophilic antifungal; HPMCAS-based dispersions of ivacaftor raised bioavailability from single-digit percentages to near-complete absorption; and amorphous vemurafenib achieved the systemic exposure needed for anti-tumour activity that the crystalline form could not provide at tolerable doses [9,34,40,41]. Such cases show that ASD formulation can be decisive for the very viability of a drug, accounting for sustained industrial investment in the platform.
Table 9. Recent Advances in ASD Technology and Their Benefits
|
Advancement |
Benefit |
|
Ternary ASDs |
Improved stability |
|
Nano-ASDs |
Faster dissolution |
|
Amphiphilic Polymers |
Better miscibility |
|
AI-Assisted Formulation |
Faster development |
|
Continuous Manufacturing |
Improved scalability |
|
Molecular Modeling |
Predictive optimization |
|
Electrospinning |
Nanofiber ASD production |
|
3D Printing |
Personalized dosage forms |
10. REGULATORY CONSIDERATIONS AND QUALITY-BY-DESIGN
Regulatory scrutiny of ASDs centres on their metastable nature: physical-stability concerns over shelf life, the complexity of solid-state characterization needed to demonstrate amorphous content and homogeneity, and the requirement to link dissolution and supersaturation behaviour to in vivo performance. Regulators expect a thorough understanding of the relationship between formulation, process, and product performance, which is most effectively delivered through a Quality-by-Design framework [23,28].
A QbD programme begins with a quality target product profile and identifies the critical quality attributes—amorphous drug content, Tg, dissolution performance, drug–polymer miscibility, residual solvent, and moisture content - that must be controlled. These are linked to critical material attributes (drug and polymer properties) and critical process parameters (for example, spray-drying inlet temperature and feed rate, or extrusion temperature, screw speed, and residence time) through structured risk assessment using tools such as failure mode and effects analysis, Ishikawa diagrams, and risk ranking. The resulting design space defines the operating region within which quality is assured, and process analytical technology provides real-time monitoring and control. Regulatory agencies increasingly support continuous manufacturing of ASDs, and the growing number of approvals reflects the maturing regulatory outlook for these products.
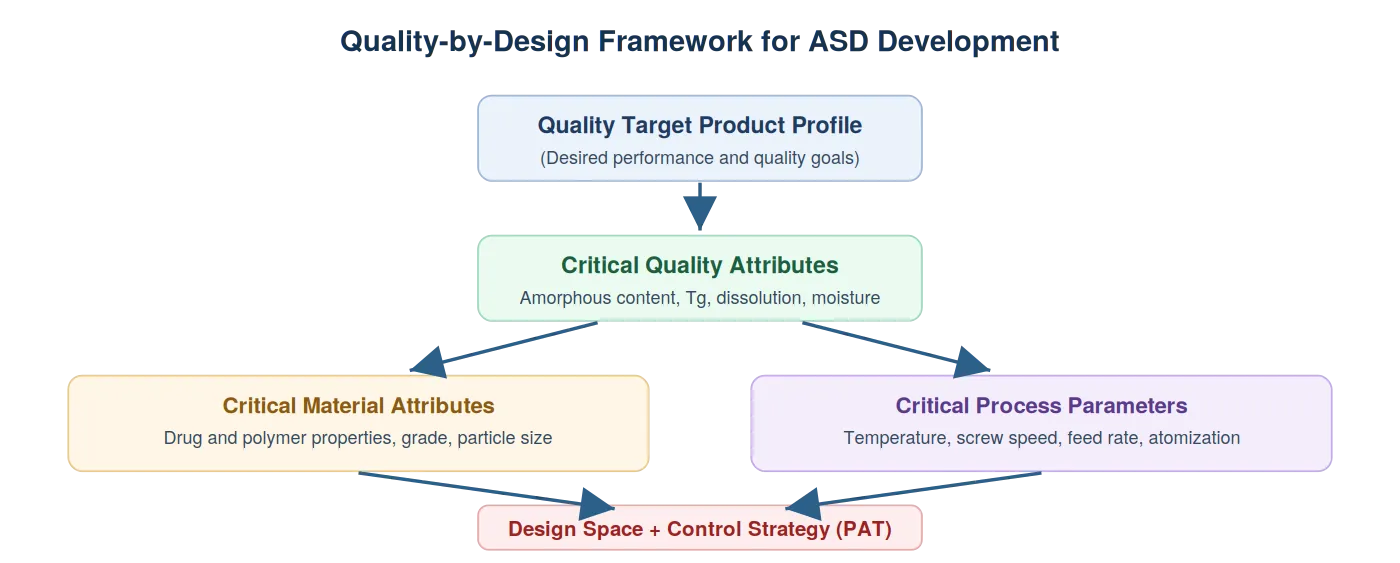
Figure 4. Quality-by-Design framework for ASD development, linking the quality target product profile and critical quality attributes to critical material attributes, critical process parameters, and the resulting design space and control strategy.
10.1 Critical Quality Attributes
For an ASD, the attributes most directly linked to safety and efficacy are the proportion of drug in the amorphous state, which determines the solubility advantage; the glass transition temperature, which governs physical stability; dissolution and supersaturation performance, which connect to bioavailability; drug–polymer miscibility, which underlies homogeneity and stability; and residual solvent and moisture content, which influence both stability and patient safety. Each must be measured by validated methods and held within justified limits.
10.2 Critical Material and Process Parameters
Material attributes such as polymer grade, molecular weight, and moisture, and drug attributes such as particle size and purity, propagate into product quality and must be controlled at the input. Process parameters differ by platform: spray drying is sensitive to solution concentration, inlet and outlet temperatures, atomization, and feed rate, whereas hot-melt extrusion is governed by barrel temperature profile, screw configuration and speed, feed rate, and residence time. Understanding how these parameters affect the critical quality attributes is the basis for defining a robust operating space.
10.3 Risk Assessment and Design Space
Structured risk assessment translates process understanding into control. Failure mode and effects analysis ranks the severity, likelihood, and detectability of failures, Ishikawa diagrams organize candidate causes, and risk ranking focuses effort on the highest-impact variables. Design-of-experiments studies then map the prioritized parameters to the quality attributes, defining a multidimensional design space within which the product reliably meets specification and which supports regulatory flexibility and real-time release in continuous processes.
11. CURRENT LIMITATIONS AND FUTURE PERSPECTIVES
Despite their success, ASDs face well-recognized limitations. Physical instability and recrystallization remain the foremost concern, since the metastable state can revert over time, especially under thermal or humidity stress, and moisture sensitivity compounds this. Drug-loading capacity is intrinsically limited by miscibility, so high-dose drugs may yield impractically large dosage forms. Manufacturing is more complex and scale-up-sensitive than for crystalline products, characterization demands a battery of orthogonal techniques, and predicting in vivo performance from in vitro data is difficult because conventional dissolution poorly reproduces supersaturation and precipitation. The field's trajectory is increasingly defined by the convergence of materials science with computation, where predictive models narrow the search space and physiologically based pharmacokinetic modelling links in vitro behaviour to clinical exposure.
Emerging opportunities include novel functional polymers, ternary and multicomponent systems, and co-amorphous formulations that extend stability and bioavailability [7,45]. Artificial intelligence, machine learning, and digital formulation design are reducing development timelines, while advanced manufacturing - continuous processing, three-dimensional printing, and process analytical technology - supports more robust and flexible production, together enabling personalized and precision dosage forms [27,30,31].
11.1 Personalized Medicine and Future Research
The combination of ASD technology with additive manufacturing points toward dosage forms tailored to the individual patient, with three-dimensional printing able to vary dose, release rate, and geometry on demand for populations such as paediatric and geriatric patients [27]. Realizing this at the point of care will require compact, validated platforms, in-line quality control, and adapted regulatory frameworks. Looking further ahead, priorities include higher-Tg multifunctional polymers and co-amorphous systems for stability, predictive modelling spanning molecular dynamics, machine learning, and physiologically based pharmacokinetics, improved biorelevant in vitro–in vivo correlation, novel mesoporous and amphiphilic carriers, sustainable manufacturing, and the integration of artificial intelligence with laboratory automation toward closed-loop, model-guided development [7,31,32,43,45].
12. CONCLUSION
Amorphous solid dispersion technology has matured from a simple solubility-enhancement strategy into a versatile platform for oral delivery of poorly water-soluble drugs [9,10,37,39]. Its benefits derive from converting crystalline drugs into a high-energy amorphous state that raises apparent solubility, accelerates dissolution, and generates supersaturation, with polymeric carriers stabilizing the amorphous form and prolonging supersaturation to improve absorption. Rational design rests on a grasp of thermodynamics, molecular mobility, glass-transition behaviour, and drug–polymer interactions, and on careful selection of polymers, surfactants, and precipitation inhibitors [12,15]. Spray drying and hot-melt extrusion dominate commercial manufacture, while KinetiSol, electrospinning, supercritical-fluid technology, and three-dimensional printing extend the field, and advanced characterization, Quality-by-Design, and continuous manufacturing underpin product quality and regulatory acceptance [25,27]. Persistent challenges of physical instability, moisture sensitivity, and predictive performance remain, but the integration of materials science, computation, and artificial intelligence is transforming ASD development into a predictive, efficient discipline that will remain central to improving oral bioavailability as discovery pipelines deliver ever more poorly soluble candidates.
AUTHOR CONTRIBUTIONS
Author 1, Author 2, Author 3, and Author 4: Conceptualization, literature search, data collection, writing – original draft, visualization, and manuscript editing.
Author 5 and Author 6: Draft editing, supervision, scientific guidance, critical review of the manuscript and editing, final approval of the manuscript.
FUNDING
The authors received no specific funding for this work.
ETHICS STATEMENT
The authors have nothing to report.
CONFLICTS OF INTEREST
The authors declare no conflicts of interest.
DECLARATION OF GENERATIVE AI AND AI-ASSISTED TECHNOLOGIES IN THE MANUSCRIPT PREPARATION PROCESS
In preparing this manuscript, the authors made use of ChatGPT (OpenAI) for support with language refinement, correction of grammar, organisation of content, and the conceptualisation of figures. Following this use, the authors examined, edited, and revised the material as required, and they accept full responsibility for the content of the publication.
DATA AVAILABILITY STATEMENT
The data that support the findings of this study are available from the corresponding author upon reasonable request.
REFERENCES






Bratati Das, Ayan Biswas, Souradip Pal, Sourish Maity, Sanjiban Utpalkumar Sarkar, Nityananda Mondal, Amorphous Solid Dispersions for Oral Bioavailability Enhancement: Recent Advances, Stability Challenges, And Future Perspectives, Int. J. of Pharm. Sci., 2026, Vol 4, Issue 6, 6861-6880. https://doi.org/ 10.5281/zenodo.20937965
 10.5281/zenodo.20937965
10.5281/zenodo.20937965