
We use cookies to ensure our website works properly and to personalise your experience. Cookies policy
1 Latur college of pharmacy, Hasegaon
2,3,4,5,6,7,8,9 Cambridge college of pharmacy, Buldhana
“This comprehensive review explores modern granulation techniques in pharmaceutical dosage forms along with conventional methods, focusing on dry granulation and wet granulation. Dry granulation techniques, including slugging, roller compaction, and pneumatic dry granulation, are dissected with thorough analyses of their processing mechanisms and applications. In wet granulation, conventional methods such as low shear and high shear granulation are scrutinized alongside advanced techniques like fluidized bed granulation, reverse wet granulation, steam granulation, and melt granulation. This review paper also evaluates specialized granulation methods such as moisture-activated dry granulation, freeze granulation, foam granulation, and thermal adhesion granulation. Furthermore, a case study on Nitazoxanide highlights practical formulation considerations and drug release kinetics. Insights into granule formation mechanisms, bonding, and evaluation parameters like angle of repose and Carr’s index are also addressed. This abstract provides a concise overview of the multifaceted nature of pharmaceutical granulation, reflecting the latest advancements and paradigms in the field.”
In the Pharmaceutical Manufacturing, Granulation Remains A Quintessential Unit Operation, Serving as The Critical Bridge Between the Physiochemical Properties of Raw Active Pharmaceutical Ingredients (APIs) And the Stringent Quality Attributes Required of Final Dosage Forms. The Term “GRANULATION”, Derived from The Latin GRANULATUM (Grained), Encompasses the Deliberate Size Enlargement of Fine Powder Particles into Larger, Physically Robust, And Coherent Agglomerates Known As Granules, Typically Ranging In Size From 0.2 Mm To 4.0 Mm. While the Process Has Historical Roots in Ancient Pharmaceutical Practices Its Modern Interaction Is A Sophisticated Engineering Discipline Governed by Complex Inter-particulate Forces, Fluid Dynamics, And Thermodynamic Principle. [1]
The necessity for granulation in the production of tablet and capsule is predicated on the inherent limitations of fine powder. Most APIs and excipients, in their native state, exhibit poor flowability due to high surface-area-to volume-ratio, which exacerbate cohesive van der waals forces and inter-particulate friction. Furthermore, powder blends are prone to segregation-the de-mixing of components based on differences in size and density –during handling and hopper discharge, which compromises content uniformity. Granulation mitigates these challenges by “locking” the active ingredient and excipient into a structured matrix, thereby ensuring homogeneity, enhancing flow properties, improving compressibility and minimizing the generation of hazardous dust. [2]
This comprehensive report provides an exhaustive analysis of the state-of-the-art in granulation technology. Prioritizing the framework established by Vadaga et al. (2024), it dissects both conventional and advanced methodologies, ranging from classical wet and dry granulation (PDG), reverse wet granulation, and continuous twin screw granulation. Furthermore, it integrates fundamental mechanistic insights from Agrawal et al. And Pradhan et al., and elucidates practical application through case studies, such as the formulation of sustained – release nitazoxanide granules. Finally, to provide a holistic scientific perspective, the report briefly contrasts pharmaceutical granulation with biological granulation mechanisms observed in anaerobic wastewater treatment, highlighting the universal physical principles governing particle agglomeration. [3]
Granulation size
Ideal size Ranges: For pharmaceutical applications granules size typically ranges from 0.2mm to 4.0mm depending on their specific intended use. Tablet and capsule filling: Granules usually fall within 0.2 mm to 0.5mm range to ensure smooth flow and uniform packing.[4]
Direct consumption: granules intended to be packaged in sachets and dissolved in water before human consumption can be slightly larger often up to 2.0mm or 3.0mm [5]
Granule shape :
Common granule shape: Depending on the manufacturing process and the formulation, pharmaceutical granules typically fall into a few shape categories [6]
Spherical(pallet): highly uniform, round particle. These are often produced purposefully through processes like extrusion-spheronization or fluid bed coating.[7]
Irregular/angular: the most common shape resulting from traditional high-shear wet granulation or dry granulation (roller compaction). They have rough, jagged edges and irregular dimension.[8]
Elongated / Needle like: sometimes inherited from the crystalline habit of the active pharmaceutical ingredient (API) or excipient if the granulation process does not sufficiently agglomerate and reshape the primary particle.[9]
Table. 1. Advantage and disadvantage of granulation process[10]
|
Advantages |
Disadvantages |
|
Improved Flowability: Granules flow better than fine powders, ensuring uniform die filling and consistent dosing. |
Complex and Costly Manufacturing: Requires additional steps such as mixing, granulation, drying, and sizing, increasing production cost and time. |
|
Reduced Dust Generation: Minimizes dust formation, reducing contamination risks and improving operator safety. |
Risk to Sensitive APIs: Moisture and heat used during wet granulation may degrade heat- or moisture-sensitive drugs. |
|
Prevention of Segregation: Binds ingredients together, maintaining content uniformity and preventing separation of components. |
Material Loss: Multiple processing and transfer steps can result in loss of material during manufacturing. |
|
Enhanced Compressibility: Produces stronger tablets with reduced chances of capping, lamination, and breakage. |
Drug Migration: Soluble drugs may migrate during drying, causing non-uniform drug distribution and altered dissolution. |
|
Increased Bulk Density: Granules occupy less volume, improving storage, handling, and packaging efficiency. |
Scale-Up Challenges: Laboratory-scale processes may be difficult to reproduce consistently in large-scale production. |
Theoretical Foundation of Granule Formation
To fully the advancements in granulation technology, one must first dissects the fundamental mechanisms that govern granule growth. The formation of a granule is not a singular event but a continuous evolution of particle states driven by the interplay of liquid saturation, mechanical energy, and interfacial forces. [11]
The three pillars of wet agglomeration
According to classical granulation theory, the wet agglomeration process is defined by three rate – limiting stages that often occur simultaneously within the granular:
Wetting and Nucleation: this is the genesis of the granule. When a liquid binder is introduced to a dry powder bed, it must effectively wet the solid particles to form initial nuclei. The rate and quality of nucleation are governed by the thermodynamics of wetting (contact angle), the kinetics of drop penetration, and the mechanical dispersion of the binder. If the binder droplet is large where particle are engulfed by the droplet. Conversely, if droplet are small, “distribution nucleation” prevails, where liquid distributes over particle surfaces to create nuclei. [12]
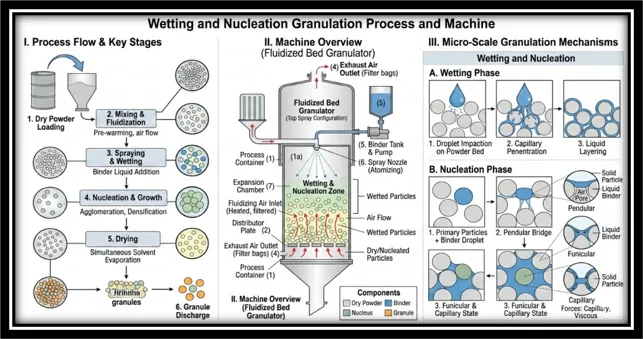
Fig. 1. Wetting and Nucleation Granulation Process.
Consolidation and growth: As the nuclei circulate within the granulator, they collide and coalesce. Mechanical agitation causes the granules to density (consolidate), squeezing the entrapped liquid to the surface. This surface liquid act as a deformable adhesive, facilitating the coalescence of colliding granules and the layering of fines, thereby driving granules growth.[13]
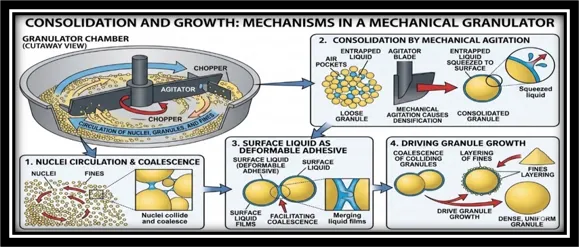
Fig. 2. Consolidation And Growth & mechanism in a mechanical granulator.
Breaking And Attrition: The process is a dynamic equilibrium. As granules grow they become susceptible to breakage from impact with the impeller, chopper, or granulator walls The final granule size distribution is the net result of these growth and breakage functions. [14]
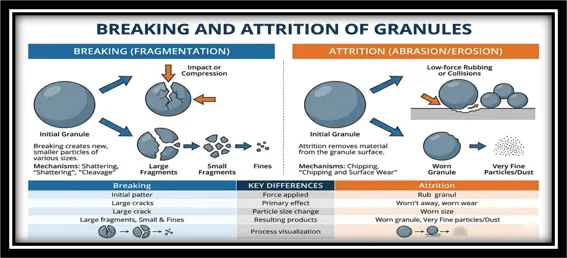
Fig. 3. Breaking and attrition of granules.
Bonding Mechanism [15]
The structural integrity of a granule is maintained by specific inter-particulate bonds. Pradhan et al. identify five primary bonding mechanism:
Immobile liquid films: Adsorbed liquid layer on particle surfaces contribute to adhesion through molecular forces, through these bonds are relatively weak.
Mobile liquid films: In wet granulation, free liquid forms bridges at contact points. These mobile films generate interfacial forces-specifically capillary suction and surface tension-that draw particles together. This is dominant force in the wet state
Solid bridges: Upon drying, the solvent evaporates causing the dissolved binder or API to crystalize or harden at the contact points. These solid bridges provide the permanent tensile strength required for the dried granules.
Attractive Solid Forces: In dry granulation, where no liquid is present, particles adhere range van der waals and electrostatic forces. These require intimate contact, achieved through high-pressure compaction.
Mechanicals interlocking: Particle with irregular, fibrous, or laminar morphologies may mechanically interlock during agitation or compaction, reinforcing the granule structure without chemical bonding.
states of liquid saturation [16]
The cohesive strength of a wet granule is strictly function of its liquid saturation state. Agrawal et al. describe the evolution of granules saturation through four distinct regimes:
Table.2. States of liquid saturation.
|
State |
Description |
Dominant Cohesive Forces |
|
Pendular State |
Liquid forms discrete bridges at particle contact points, while air remains continuous throughout the granule. |
Surface tension and capillary forces at the liquid–air interface. |
|
Funicular State |
Increased liquid content causes liquid bridges to merge; liquid becomes continuous in some regions, with air still entrapped. |
Enhanced capillary suction, resulting in increased granule strength. |
|
Capillary State |
All internal pores are filled with liquid, and surface liquid is drawn into the pores by capillary action. |
Maximum capillary suction; granules exhibit the highest tensile strength. |
|
Droplet State |
Excess liquid completely surrounds the particles, forming a suspension-like droplet. |
Capillary forces disappear, leading to loss of granule strength and slurry formation. |
Understanding these states is critical for process control; the optimal end-point for wet granulation typically lies at the transition between the funicular and capillary states, where strength is maximized before the onset of liquefaction.
Conventional Granulation Techniques
The pharmaceutical industry has relied on a core set of “conventional” techniques for decades. These methods, broadly categorized into dry and wet granulation, form the baseline against which modern advancement are measured.[17]
Dry Granulation
Dry granulation is the preferred methodology for moisture-sensitive or thermolabile formulation, as it creates granules via mechanical compression without the use of solvent or heat.[18]
3.1.1 Slugging[19,20]
Slugging, also referred to as pre-compression or double compression, represents the earliest form of dry granulation.
Process description: the process involves the compression of the dry powder blend into large, flat, variable-weight tablets known as “slugs” using a heavy-duty tablet press. These slugs are subsequently broken down using a hammer mill or oscillating granulator and sieved to obtain the desired granule size fraction.
Operational challenges: while effective for hydrolyzable drugs like aspirin, slugging is characterized by poor process control. The slugs often exhibit variable density, leading to inconsistent granule properties. Furthermore, the process is batch-dependant, generates significant dust, and requires specialized heavy-duty equipment.
Roller compaction
Roller compaction has largely superseded due to its continuous processing capability and superior efficiency.
Mechanism: The powder is fed between two counter-rotating rollers. The friction at the roller interface draws the powder into the “nip region,” where it is compressed into a continuous sheet or ribbon. The process occurs in the three zones: the feeding zone, the compaction zone, and the extrusion zone.
Advantages: it is highly energy-efficient, estimated to consume 0.03 kW/kg for wet granulation, as it eliminates the drying step. It is ideal for heat- and moisture-sensitive compounds.
Disadvantages: A persistent challenge is the “loss of rework-ability.” Materials that have been plastically deformed once during compaction may lose their ability to bond during the final tableting stage, leading to capping or reduced tablet hardness.
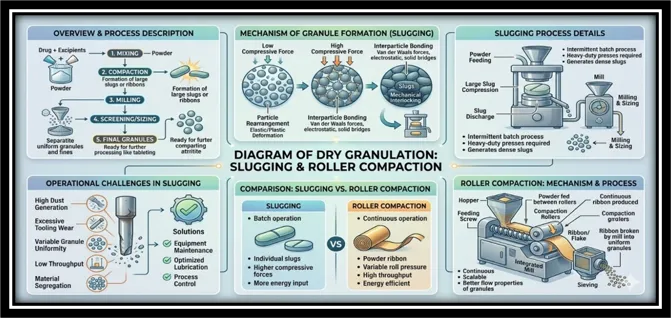
Fig. 4. Dry granulation, Slugging and Roller compaction.
Wet Granulation
Wet granulation remains the most versatile and widely used technique, involving the massing of a powder blend with a granulating fluid.
3.2.1 Low Shear granulation[21,22]
Overview: Utilizes planetary or through mixers where the kneading action is relatively gentle.
Limitations: the process is lengthy and often requires higher liquid volumes to achieve uniform wetting. The resulting granule are typically porous and friable requiring a separate drying step which adds to processing time.
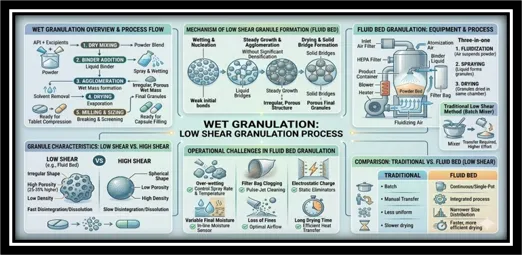
Fig. 5. Wet granulation & low shear granulation process.
3.2.2High Shear Granulation (RMG)[23]
The rapid mixer granulator (RMG) is a staple in modern pharmaceutical production.
Equipment Dynamics: The RMG features a mixing bowl, a high-speed impeller (50-100) for bulk mixing and densification and a chopper (1500 - 4000 rpm) for breaking lumps.
Process physics: The impeller imparts high mechanical energy, creating a toroidal “roping” flow pattern. This high shear facilitates rapid binder distribution and densification, producing dense, spherical granules ideal for coating or controlled release.
Pros And Cons: It handles cohesive materials well and has short processing times. However, the intense energy input creates a narrow processing window, with a high risk of over-granulation (forming unworkable lumps) if the end-point is missed.
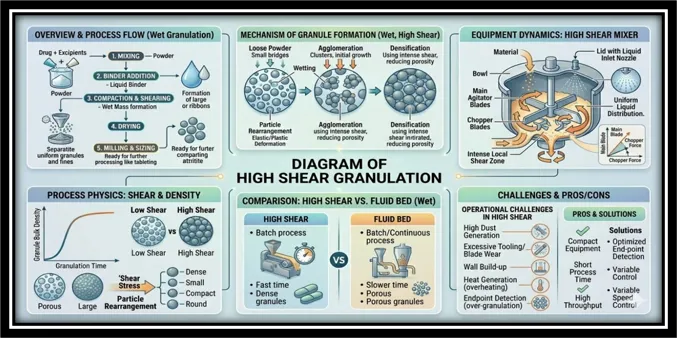
Fig. 6. High shear granulation.
3.2.3 Fluidized Bed Granulation [24]
FBG is single-pot process that integrates mixing, granulation, and drying.
Mechanism: Heated air is blown through a distributor plate, suspending the powder bed in a fluidized state. The binder solution is sprayed (usually top-spray) onto the particle.
Granule Formation: Granules form via the collision of wetted particles. Since evaporation occurs simultaneously with wetting, the risk of over-wetting, the risk of over-wetting is minimized. The resulting granules are porous and low-density, offering excellent dissolution characteristics.
Operational Merit: It reduces material handling and dust exposure. However, it is sensitive to process variable like inlet air humidity and spray rate, and filter clogging can be an operational bottleneck.
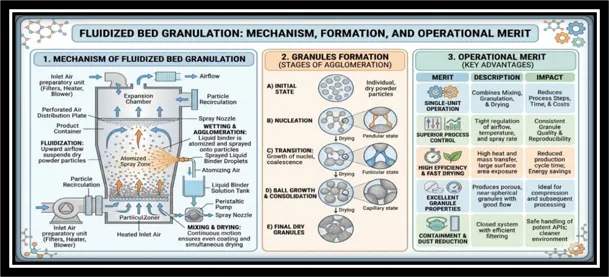
Fig. 7. Fluidized bed granulation, mechanism, formation and operational merit.
4.Advanced Granulation technologies[25]
The demand for continuous manufacturing, improved bioavailability for BCS class II/IV drugs, and sustainability has driven the development of advanced granulation technologies. classify these into advanced and wet techniques.
4.1 Advanced Dry Granulation: Pneumatic Dry Granulation (PDG)
PDG represents a technological leap over traditional roller compaction, specifically addressing the issue of fines and loss of rework-ability.
Process Innovation: Like roller compaction, PDG creates a compacted mass. However, instead of simply milling the ribbon, the material is subjected to a proprietary air classification system.
Fractionation Mechanism: The pneumatic system separates granules of the desired size from fine particles and uncompacted material. The “off-spec” fines are immediately recycled back to the compaction zone for reprocessing.
Therapeutic Implication: By using mild compaction forces and recycling fines, PDG produces porous granules with excellent flowability and compressibility. It enables high drug loading (up to 70-100%) for difficult-to-process APIs and is suitable for both immediate and modified-release formulation.
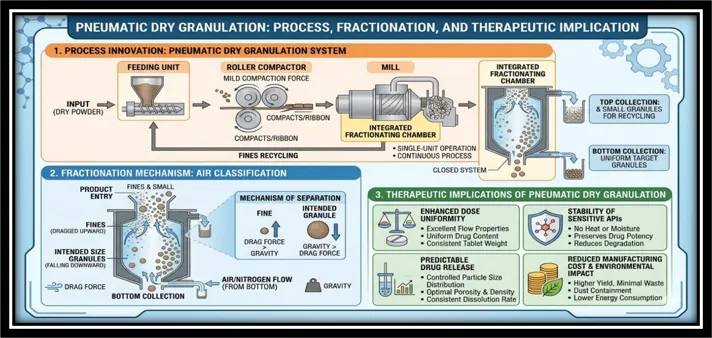
Fig. 8. Pneumatic dry granulation, process, fractionation and therapeutic implication.
4.2Advanced Wet Granulation Techniques [25]
Vadaga et al. delineate eleven advanced wet techniques that offer targeted solution for specific formulation challenges.
4.2.1Reverse Wet Granulation
This technique inverts the traditional order of addition to enhance the solubility of poorly water soluble drugs.
Process: Instead of adding the binder liquid to the dry powder, the dry powder is immersed into the binder liquid. The process involves the controlled breakage of the resulting large, wet agglomerates.
Mechanism: Immersion ensures that every hydrophobic drug particle is intimately coated with the hydrophilic binder/surfactant solution before granule formation begins. This maximizes surface wetting and hydrophilization.
Merit: It significantly improves dissolution rates and produces granule with uniform binder distribution, reducing the risk of batch failure due to poor wetting. [26]
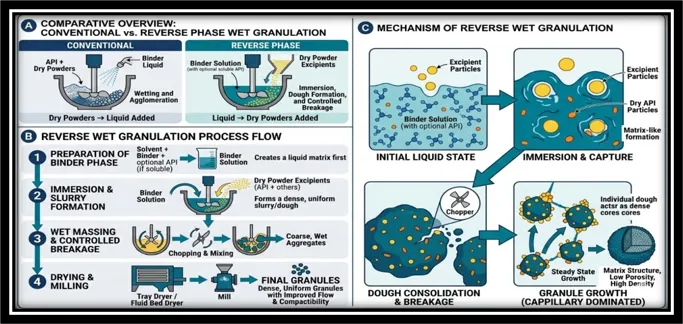
Fig. 9. Comparative overview: conventional vs reverse phase wet granulation & mechanism of reverse wet granulation.
4.2.2 Steam Granulation [27]
An eco-friendly modification where steam replaces liquid water as the transport medium.
Thermodynamics: Steam at ˜150°C is injected into the powder bed. Upon contact with the cooler powder particles, the steam condenses, releasing latent heat and forming a thin, uniform liquid film.
Advantages: Steam has a higher diffusion rate than liquid water, ensuring rapid and uniform wetting. The process produces spherical granules with increased surface area. Crucially, the moisture content required is often lower, and the granules are hot, making the subsequent drying step significantly faster and more energy-efficient.
Limitation: The high temperature makes it unsuitable for thermolabile APIs.
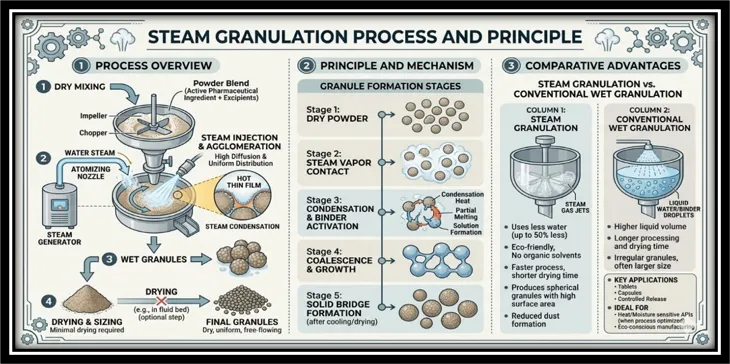
Fig. 10. Steam granulation process and principle.
4.2.3Moisture-Activated Dry Granulation (MADG)[28]
MADG is a "quasi-dry" process that eliminates the thermal drying step entirely.
Two-Stage Process:
1.Agglomeration: The drug and binder (e.g., PVP, maltodextrin) are mixed with a very small amount of water (1–4%). This activates the binder, making it tacky and forming granules.
2.Moisture Distribution: A moisture-absorbing material (e.g., microcrystalline cellulose, silicon dioxide) is added. This absorbent "sponges up" the excess moisture, rendering the granules dry and free-flowing without heat.
Strategic Value: It is highly energy-efficient and ideal for moisture-sensitive drugs (as exposure is transient) and thermolabile compounds. It is a continuous-ready, single-pot process.
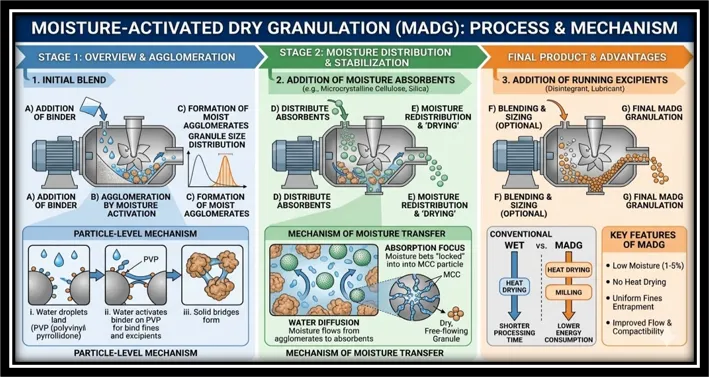
Fig. 11. Moisture-Activated dry granulation , process & mechanism.
4.2.4 Melt Granulation (Thermoplastic Granulation)[29]
This solvent-free technique utilizes a binder that is solid at room temperature but melts at processing temperatures (50–90°C).
Binders: Polyethylene Glycols (PEGs), waxes, and lipids.
Mechanism: The powder mix is heated (via jacketed bowl or friction). The molten binder acts as the granulating liquid. Upon cooling, it solidifies, forming solid bridges.
Application: It is excellent for sustaining drug release (using hydrophobic waxes) and enhancing the bioavailability of poorly soluble drugs via solid dispersion.
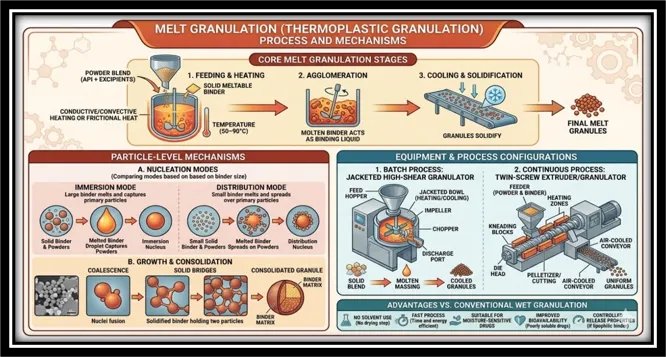
Fig. 12. Melt Granulation (Thermoplastic Granulation) Process and Mechanism.
4.2.5 Freeze Granulation[30]
Designed to preserve homogeneity and structure, particularly for biopharmaceuticals and nanomaterials.
Process: A suspension is sprayed into liquid nitrogen (-196°{\circ}C). The droplets freeze instantly, locking the particles in place. The frozen granules are then lyophilized (freeze- dried).
Benefit: This prevents the segregation of components that occurs during conventional drying (where liquid migration carries fines to the surface). It produces highly porous, spherical granules with controllable density.

Fig. 13. Freeze Granulation Process Diagram.
4.2.6 Foam Granulation[31]
An innovation that improves binder distribution efficiency.
Mechanism: The binder solution is aerated to form a stable foam (increasing its volume and surface area). This foam is mechanically dispersed into the powder bed.
Sustainability: It eliminates "local over-wetting" and requires significantly less water than spraying, reducing drying energy and time.
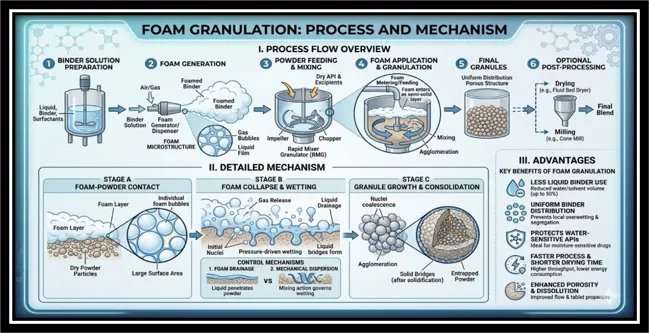
Fig. 14. Foam Granulation: Process and Mechanism.
4.2.7 Thermal Adhesion Granulation (TAG)[32]
TAG utilizes heat and minimal liquid to facilitate agglomeration.
Process: The mixture is moistened with a minimal amount of liquid and heated in a closed system to 30–130°C.
Mechanism: The heat activates the binding properties of the excipients with minimal solvent, which is mostly consumed by the particles, often negating the need for drying.
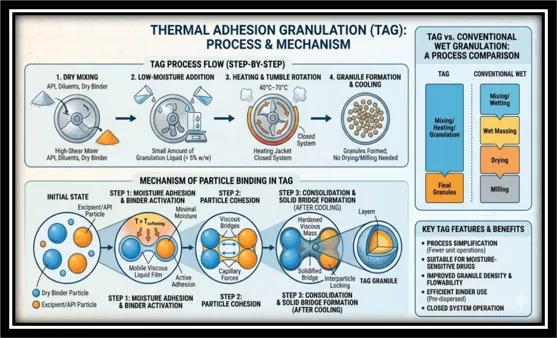
Fig. 15. Thermal Adhesion Granulation (TAG); Process and Mechanism.
4.2.8 Continuous Twin Screw Wet Granulation (TSWG)[33]
TSWG is the cornerstone of the industry's shift to continuous manufacturing.
Equipment: A twin-screw extruder with conveying and kneading elements processes the material continuously.
Efficiency: The residence time is seconds rather than hours.
2025 Innovation: New iterations use in-situ liquid formation with excipients like Potassium Sodium Tartrate Tetrahydrate (PST). PST releases water of crystallization upon heating (friction), acting as a binder. Upon cooling, the water is re-absorbed. This allows for a water- free, drying-free wet granulation process.
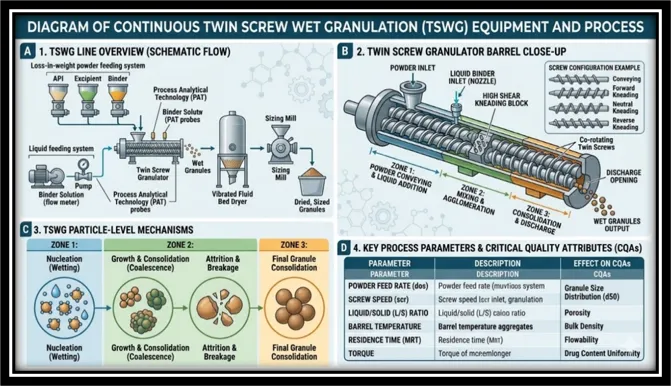
Fig. 15. Continuous Twin Screw Wet Granulation (TSWG) Equipment and Process.
5. Process Control and Evaluation[34]
the quality of Ensuring granules requires rigorous control of the "end-point" and thorough post-granulation evaluation.
5.1 End-Point Determination in Wet Granulation
Identifying the precise moment when granules have reached the desired properties is critical to prevent over-granulation.
Power Consumption: Monitoring the amperage drawn by the mixer motor. As granules grow and densify, resistance increases. A plateau in power consumption often correlates with the capillary state.
Impeller Torque: A direct measure of resistance. The torque curve typically shows distinct phases: wetting (low torque) \right-arrow nucleation (gradual rise) \right-arrow growth (steep rise) \right-arrow saturation/over-wetting (plateau or drop).
Advanced PAT Tools:
Acoustic Emission (AE): Non-destructive sensors detect vibrations from particle collisions. Changes in sound frequency correlate with granule size changes.
Near-Infrared (NIR): Monitors moisture content and chemical homogeneity in real-time.
FBRM (Focused Beam Reflectance Measurement): Measures chord length distributions (particle size) in real-time, allowing for precise control of growth kinetics.
5.2 Granule Evaluation Parameters
the critical quality attributes (CQAs) for granules:
Table.3. Granule Evaluation Parameters.
|
Parameter |
Definition/Method |
Ideal Characteristic |
Significance |
|
Particle Size |
Measured using sieving or laser diffraction techniques. |
Narrow size distribution; typically 0.2–0.4 mm. |
Influences content uniformity, dissolution rate, and die filling efficiency. |
|
Shape |
Determined by microscopy or image analysis. |
Spherical granules. |
Spherical particles exhibit better flow than needle-shaped or flaky particles. |
|
Angle of Repose |
Angle formed by a conical pile of granules after free flow. |
< 30° (Excellent flow). |
Indicates flowability and assists in hopper and equipment design. |
|
Carr’s Index (CI) |
CI = Tapped Density - Bulk DensityTapped Density×100 
|
< 15% (Good flow). |
Measures compressibility and flow properties of granules. |
|
Hausner Ratio (HR) |
HR = Tapped DensityBulk Density 
|
< 1.25 (Good flow). |
Indicates inter-particulate friction and flow characteristics. |
|
Friability |
Assessed by tumbling or attrition testing. |
High mechanical strength with minimal dust formation. |
Ensures granules resist breakage during handling and transportation. |
|
Moisture Content |
Determined by Loss on Drying (LOD) or Infrared Moisture Balance. |
1–2% (typically). |
Essential for product stability and prevention of capping, sticking, or microbial growth. |
6. Comparative Perspective: Pharmaceutical vs. Biological Granulation
While this report focuses on pharmaceutical applications, it is instructive to briefly contrast these with biological granulation mechanisms, such as those in Up -flow Anaerobic Sludge Blanket (UASB) reactors.
Pharmaceutical: Driven by external forces (impellers, compaction) and added binders (PVP, HPMC). The mechanism is physical/chemical (capillary forces, solid bridges).
Biological (UASB): Driven by self-immobilization of bacteria. The “binder” is Extracellular Polymeric Substances (ECP) secreted by the bacteria themselves. The formation relies on metabolic activity and selection pressures (washout of light particles) rather than mechanical compaction.
Insight: The concept of “self-assembling” granules in biology parallels the “in-situ” binder formation in modern pharmaceutical TSWG (using PST), suggesting a convergent evolution toward systems that generate their own binding agents efficiently.
7. Case Study: Sustained Release Nitazoxanide Granules
To contextualize these technologies, we examine the work of Dahima (2018) on Nitazoxanide, a high-dose, water-insoluble antiprotozoal drug. This study exemplifies the use of hybrid granulation techniques (Wet + Melt) to achieve therapeutic goals.
7.1 Formulation Strategy
The objective was to develop a 24-hour sustained-release formulation.
Granulation: The core granules were prepared via Wet Granulation using PVP K30 (binder) and Lactose/Dextrose (diluents). High viscosity polymers (HPMC K15M, K100M, and Ethyl Cellulose) were incorporated to form a retardant matrix.
Coating (Melt Technique): The dried granules were coated with Beeswax or Cetyl Alcohol using a melt technique. This hydrophobic coating further retards water penetration.
7.2 Evaluation and Kinetics
The evaluation parameters highlight the success of the granulation:
Flow: Optimized batches (NL, NM) showed an Angle of Repose < 30°, indicating excellent flow, whereas others with higher compressibility indices (>20%) flowed poorly.
Release Profile: The optimized batch achieved the target 24-hour sustained release.
Mechanism: Kinetic analysis revealed a slope (n) > 0.7, indicating
Anomalous Diffusion. This suggests the release is governed by a coupling of drug diffusion through the hydrated HPMC matrix and the erosion of the wax coating.
This case study validates that combining techniques (Wet for structure, melt for coating) is often necessary for complex APIs like Nitazoxanide.
8. Future Trends and Conclusion
The field of pharmaceutical granulation is undergoing a rapid transformation driven by three vectors: Sustainability, Continuous Manufacturing, and Digitalization.
8.1 Green Granulation
The environmental footprint of pharma is under scrutiny. Technologies like Dry Granulation (10x less energy than wet) and Solvent-Free methods (Melt, Steam) are becoming standard.12 Foam granulation offers a potent middle ground, reducing water and energy use by 50%.
8.2 The continuous revolution
The processing is yielding to continuous lines. Continuous Twin Granulation, especially with innovations like in-situ liquid formation (PST), allows for “lights-out” manufacturing – granulating, drying (or avoiding it) and tableting in a single continuous stream.
8.3 Digitalization (Industry 4.0)
The integration of Smart SCADA, Digital Twins, and AI/ML is enabling predictive control. Instead of reacting to deviation, systems now predict granule quality based on raw material attributes and adjust process parameters (feed rate, screw speed) in real-time.
CONCLUSION
granulation has evolved from a rudimentary ate into a precise science. The adoption of advance techniques like PDG, MADG and TSWG supported by robust mechanistic understanding and real time-time control (PAT), is ensuring the pharmaceutical manufacturing because more efficient sustainable, capable of delivering high-quality therapeutic to patients word-wide. The future lies not just in making granules, but in engineering them continuously, sustainably and intelligently.
REFERENCES








Bhagvat Nevhal, Navnath Shinde, Vaishnavi Khandebarhad, Preeti Bhosle, Ajay Wagh, Taufik Shaikh, Pratiksha Sarode, Snehal Gandhat, Dr. Sushil Kumar Shinde, Comprehensive Review of Pharmaceutical Granulation: Modern Paradigms, Process Mechanism, and Technological Evolution, Int. J. of Pharm. Sci., 2026, Vol 4, Issue 6, 3253-3270. https://doi.org/10.5281/zenodo.20674104
 10.5281/zenodo.20674104
10.5281/zenodo.20674104