
We use cookies to ensure our website works properly and to personalise your experience. Cookies policy
Delonix Society’s Baramati College of Pharmacy, Barhanpur, Maharashtra, India.
In the pharmaceutical production sector, automation has emerged as a major force behind efficiency and innovation. Manufacturing processes have been greatly enhanced by the integration of advanced automation technologies, such as robotics, Supervisory Control and Data Acquisition (SCADA) systems, Distributed Control Systems (DCS), Programmable Logic Controllers (PLCs), Artificial Intelligence (AI), and Industrial Internet of Things (IIoT). Automation reduces human interference and production errors while improving operational efficiency, process uniformity, product quality, and regulatory compliance. It guarantees compliance with Good Manufacturing Practices (GMP) and data integrity requirements by supporting real-time monitoring, data capture, process control, and predictive maintenance. Automated systems also enable reduced costs, quicker production cycles, and enhanced worker safety. Pharmaceutical companies are using smart manufacturing solutions more frequently as Industry 4.0 takes hold in order to increase productivity, flexibility, and traceability.This article discusses the role of automation in pharmaceutical manufacturing, its use at various stages of production, its benefits, challenges, and future prospects. The report shows how automation is transforming the pharmaceutical sector by making it easier to produce reliable, efficient, and high-quality medications to meet the growing needs of the world's healthcare system.
Automation is the process of replacing human workers in a production process with machines and equipment to carry out both mental and physical tasks1–7. Pharmaceutical automation refers to the mechanical processes used in producing, packing formulations, delivering pharmaceuticals, and handling materials. Organizations discovered how crucial it is to safeguard the accuracy of data produced and that, in a controlled setting, process irregularities had to be looked into and eliminated. The March 2017 micro therapeutic research lab incident brought to light the need for pharmaceutical companies to make sure that all of their data, including data created by third parties, complies with industry laws.Automation, which is self-dedicated, is the use of a computer or other control system to operate industrial machines and processes while minimizing human interference.The demand for human sensors and mental processes is significantly reduced by automation. Processes and systems can also be automated. (1)
AI, automation, and robotics technologies are revolutionizing the pharmaceutical industry. A vital component of the rapidly expanding global healthcare ecosystem are pharmaceutical businesses. However, the pursuit of tailored medications, productivity goals, and growing healthcare expenses are putting more and more strain on it. Conventional approaches to medication development, production, and distribution are labor-intensive, time-consuming, and costly. Artificial Intelligence (AI) paired with automation and robots create a completely new approach of coping with these old difficulties. AI expedites drug development by utilizing the most sophisticated data processing and analytic tools, machine learning, and forecast models. It improves clinical trial designs and establishes new therapeutic performance benchmarks. Automation has decreased repetitive labor, improved consistency, and decreased human error in pharmaceutical manufacturing, resulting in more dependable, superior, and effective goods. Production processes have been transformed by robotics, many of which are AI-driven and have increased precision and capacity. These developments concerning the needs of global health can be advantageous to the pharmaceutical business. They are essential to improving supply chain systems, upholding various levels of regulatory compliance, and developing tailored healthcare solutions. The further advancement of these technologies will present previously unheard-of chances to improve pharmaceutical operations' efficiency, safety, and speed. They might also usher in a new era of therapeutic approaches with cutting-edge treatments. The usage of AI in the pharmaceutical sector has grown over the past several years and is predicted to continue to do so. (2)
Three essential elements are necessary for the healthcare sector to succeed: efficacy, safety, and quality. Among these, quality has emerged as a significant concern, prompting the creation of departments for quality assurance and control. Healthcare firms place a high priority on quality in today's globalized and competitive economy since it affects safety and efficacy, which eventually leads to products free of defects (3).
What is automation and how it is used in Pharmaceutical Industries
Automation is the use of machines to execute the majority of repeatable and crucial tasks in the pharmaceutical industry, such as carrying out mental and physical tasks in a production process that would otherwise require human labor16–24. The industries have been growing faster, and the pharmaceutical sector is no exception. The regulations are becoming more stringent than they were previously. In fact, time can be saved by introducing automation into enterprises. Industrial management can adapt to the constantly shifting regulatory limitations with the use of automated functions. The requirement for human sensors is significantly decreased by automation. For many years, many companies all around the world have been using newer technology to replace human labour for a variety of purposes. Since the newest technology can always have a significant impact on job chances in industries, certain worker unions and other communities have long opposed this practice due to human replacement. Automation is a collection of technologies that enable machines and systems to operate with less human intervention and achieve better performance than manual operation. Computer vision systems have been used for quality assurance purposes much more frequently lately. As a result, the systems may eventually take the position of human inspectors. Both computer hardware and software have advanced.
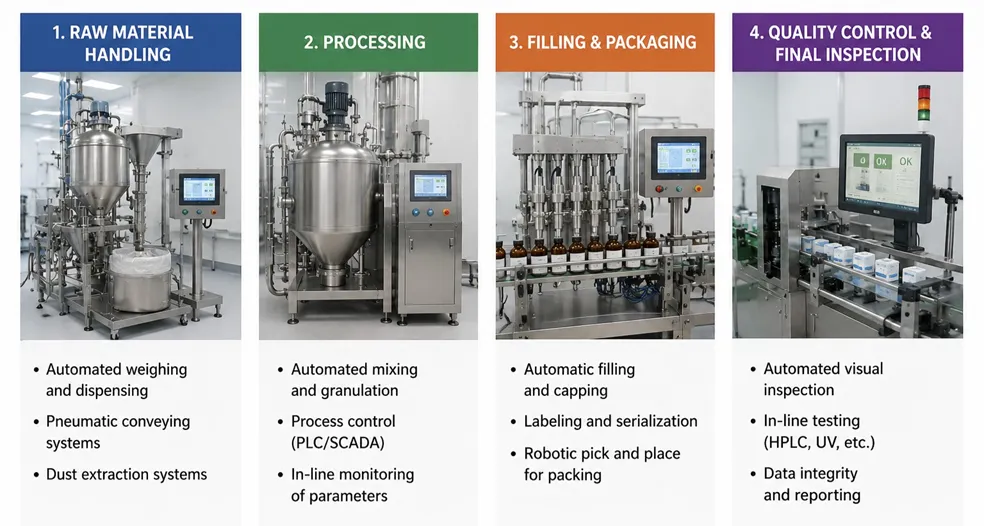
Figure 1 Automation used in Pharmaceutical Industries four stages of manufacturing
Numerous important advancements have resulted from the development of computer hardware and software technologies. At a comparatively low cost, this technology offers more flexibility and repeatability. This allows for higher plants throughout without sacrificing product quality (25–31). These technologies are now being developed as an essential component for online and real-time quality assessment in pharmaceutical processing facilities. (4)
Role of Automation in Pharmaceutical Industry
For pharmaceutical organizations, automation is also essential to increasing operational efficiency, production,consistency,and,compliance.
The pharmaceutical sector uses automation extensively in a number of areas, including:
Manufacturing Efficiency:
Automation can help businesses streamline repetitive production tasks like filling, labelling, and packing. It ensures fast production cycles, minimizes errors, and reduces the need for manual labour. This guarantees adherence to standard procedures and constant, automated quality control.
Supply Chain & inventory:
The pharmaceutical business greatly benefits from automation. Automation methods can minimize losses from waste by optimizing the stocks required based on predicting models. Additionally, automation is essential to more effective warehouse management since it facilitates storage and retrieval procedures. Pharmaceutical businesses can minimize delays in distribution by establishing the most effective route to market and making sure the appropriate medications are sent on time to the appropriate provider.
Regulatory Compliance:
By providing error-free records management, audit trail management, and automated reporting processes, automation technologies ensure regulatory compliance in pharmaceutical operations. Production automation systems regularly monitor ambient conditions, batch records, and other critical parameters to ensure regulatory compliance.
Packaging and Labelling:
Automation accelerates the packaging and labeling process, enabling a drug to obtain a label containing details about dosage, directions, etc. All of these are carried out under the watchful eye of sensors that guarantee there are no labeling errors. This reduces human error and improves the product's safety.
Pharmaceutical claim management:
Claims management is one important area where automation is quite beneficial. Pharmaceutical firms can greatly reduce human error while maintaining regulatory compliance by automating payment, insurance, and claims handling procedures. Additionally, pharmaceutical businesses can automate every step of the claim management process, including tracking claims from submission to settlement, maintaining documentation, confirming patient eligibility, and guaranteeing prompt reimbursements. In addition to streamlining the process, automation makes it possible to track and monitor the status of claims, which reduces administrative expenses and improves customer satisfaction. In the end, automating claim handling helps pharmaceutical companies improve operational effectiveness, lower error rates, and improve revenue cycles. AI has already started to be used in pharmaceutical manufacturing. Examples include the use of machine vision technology to replace human visual inspection of vials, caps, and packaging; predictive equipment maintenance to lower risks, disruptions, and production downtime; and automated quality control, which enables smooth scheduling of analytical testing and continuous process quality assurance. (5)
Drivers for Automation and Paperless Systems:
1 Data Integrity and ALCOA+ Principles:
In order to guarantee that all data generated in the pharmaceutical sector is accurate, consistent, comprehensive, and dependable throughout their existence, data integrity is essential. In the end, preserving data integrity protects patient safety, product quality, and regulatory compliance by facilitating wise decision-making in R&D, production, and distribution. To maintain data integrity standards, regulatory bodies including the FDA, MHRA, EMA, and WHO have set stringent rules under GMP, GCP, and GLP. Guidelines for keeping verified, safe, and traceable electronic records and systems are provided by frameworks such as ISPE GAMP 5 and FDA 21 CFR Part 11. Adherence to ALCOA and ALCOA+ principles—which guarantee that data are Attributable, Legible, Contemporaneous, Original, Accurate, Complete, Consistent, Enduring, and Available—is crucial for preserving dependability and compliance in all pharmaceutical activities, despite ongoing difficulties (6).
2 FDA’s Emphasis on 21 CFR Part 11 Compliance:
In order to maintain reliable, secure, and auditable systems, the U.S. FDA's 21 CFR Part 11 regulation highlights the significance of electronic records and electronic signatures. To satisfy these compliance standards, Manufacturing Execution Systems (MES) like Siemens Opcenter and Rockwell FactoryTalk PharmaSuite include specific modules. Strong data security features including encryption and access controls, user authentication using unique credentials, and secure electronic signatures (single or double authentication depending on process criticality) are all made possible by these modules. Validation procedures guarantee that systems are dependable and compliant with Good Automated Manufacturing Practice (GAMP 5) criteria. For instance, Siemens Opcenter's quality management system facilitates ongoing regulatory alignment, while Rockwell's eBR module automates compliance documentation.
These solutions promote data integrity and compliance by automating data gathering, guaranteeing safe audit trails, and fostering interoperability. They also improve efficiency, decrease downtime, and make regulatory inspections in GMP-regulated environments easier. (6).
Machine Vision System: Industry 4.0
Has enabled flexible and tailored mass production with cutting-edge technologies, ushering in an era of automated manufacturing.This change has led to the replacement of traditional manufacturing techniques with intelligent systems, in which machines are able to perform tasks like self-awareness, self-prediction, self-comparison, self-configuration, self-maintenance, self-organization, and resilience.These systems are capable of independent operation, decision-making, and continual learning.Falling costs of sensors and connectivity have led to a dramatic surge in industrial devices connected to the Internet. A key component of Industry 4.0 is this interconnectedness, which makes it possible to gather enormous volumes of data, most of which is wasted because it is not interpreted or analyzed. This data can improve production line automation, maximize equipment health, increase efficiency, and enable defect-free manufacturing when used and analyzed in real time.
Quality control in manufacturing guarantees that goods are defect-free and satisfy client demands. Inadequate execution can endanger customers and damage a business's reputation. Product quality can be jeopardized by even minute variations in the manufacturing process that are imperceptible to the human eye. Although product inspection prior to shipment is an important preventive precaution, manual inspection is slow, restricts production productivity, has low scalability, and necessitates a substantial amount of training time for qualified inspectors. Additionally, human performance frequently deteriorates throughout extended shifts. On the other hand, machine vision, a subfield of artificial intelligence, makes it possible to inspect all products quickly and in large quantities, especially when paired with machine learning algorithms for picture recognition.By examining production data in real time, machine learning may potentially do more than just identify errors; it can also pinpoint their underlying causes. By offering an optimized machine vision system design that combines fault detection with continuous process improvement, this study advances this discipline. The system meets Industry 4.0's goal of harnessing connected device data to develop faster, more flexible, and more efficient processes that deliver higher-quality products at lower costs by identifying the ideal process variables to accomplish defect-free manufacturing.The structure of the paper is as follows: Section 2 examines current research and relevant literature; The technologies used in the suggested model are described in Section 3; The comprehensive system scenario is shown in Section 4. The IoT architecture is described in Section 5, and the experimental findings and their analysis are shown in Sections 6 and 7. (7)
Role of Robotics in Pharmaceutical Industry
Robotics has revolutionized several pharmaceutical industry operations in recent years by providing improved safety, scalability, and precision. The following are some of the main fields in pharma where robotics can make a significant contribution: Robots can significantly increase productivity in laboratories. Robots can quickly scale laboratories by efficiently automating the handling of liquids and preparing substances for testing. Robotic systems are also utilized in clinical samples, where accuracy and high throughput are necessary to gather additional data for studies and clinical trials. Manufacturing: Robotics is enabling a paradigm shift in pharmaceutical manufacturing. These cutting-edge technology can improve the efficiency of assembly lines, filling jobs, and final packaging for businesses. It has enormous potential to help businesses increase output while preserving uniformity and reducing contamination risk. Without the possibility of human error, robotics-based systems can perform a variety of high-precision tasks, such as filling vials and guaranteeing correct dose.
Robotics Compounding: With the use of robotics, pharmacies may automate the preparation and delivery of personalized prescriptions. This method produces high-quality, reliable, and error-free outputs while improving workflow efficiency. By supporting inventory management, medicine packaging, and dispensing, automated robotic systems can improve pharmacy productivity and lower human error.
Distribution and Logistics: Warehousing activities involving sorting, picking, and packing goods are mechanized utilizing robotics to ensure increased efficiency and precision in pharmaceutical distribution. Within the warehouse unit, robotic arms, mobile racks, and autonomous and nonautonomous mobile equipment carry and lay systems. Sterile conditions: Robotics is currently used in sterile conditions, such as the manufacturing of vaccinations and injectable medications.
Hygienic Processes: Robots accurately carry out duties including aseptic filling and vial inspection in accordance with the strictest safety and hygienic guidelines. Robotics for pharmacy medicine dispensing: Automated dispensing technologies are transforming the administration and dispensing of pharmaceuticals in hospital and retail environments. These devices precisely choose, count, and pack prescriptions using robotic arms and AI-integrated software. Patients receive the right medication and dosage because these robotic technologies reduce the possibility of human error. Pharmacies can improve operational efficiency, reduce wait times, and free up pharmacists to focus on patient care and clinical consultations by automating monotonous tasks like sorting and labeling. Additionally, robotic dispensing systems can be integrated with inventory management software to maintain real-time stock levels and enhance drug inventory accuracy, thereby reducing waste.
In the pharmaceutical industry, robotics enhances more than only accuracy and safety. It can also boost productivity for maximal pharmacy operations, which are essential for lower costs and better patient outcomes. The need of humans in drug development, synthetic chemistry, and biotechnology labs is steadily declining because to the Internet of Things (IoT), robotics, and artificial intelligence (AI). Numerous medical gadgets and implants are assembled and packaged by robots. Additionally, hospitals and mail-order pharmacies use robotics to fill prescriptions.
PillPick is a pharmacy automation technology that helps hospitals increase patient safety by removing the possibility of drug errors during packaging and distribution. Bar coding, packaging, storing, and dispensing unit dose pharmaceuticals all require fewer human touches thanks to PillPick. Packaging and dispensing systems increase hospital pharmacy operations' accuracy and efficiency by automating these processes. Future Scope: AI, automation, and robotics in pharmaceuticals have a broad and revolutionary future that might alter many facets of drug research, manufacturing, and healthcare solutions. The areas with enormous potential and growth are listed below: Artificial intelligence-powered drug discovery and development: This sector will continue to evolve and advance more quickly as AI assists in the analysis of large biological datasets, predicts how medications will interact, and finds new biological compounds even more effectively. With machine learning on its side, it is hoped that AI can expedite the creation of novel and targeted treatments and vaccinations, possibly cutting the time it takes to develop new drugs by years.
More treatments that take into account the genetic and environmental characteristics of the patient will arise from the expansion of AI's role in biomarker identification and customized medicine. By doing this, treatment efficacy will be increased and adverse responses will be decreased. AI and Automation for Better Clinical Trials: AI will be crucial for patient recruitment and clinical trial design, optimization, and monitoring. AI can be used to match the best candidates more effectively by evaluating massive data sets and enhancing trial outcomes with minimum bias. Automating clinical trial activities will reduce human error, enhance data collecting, and facilitate real-time safety and efficacy monitoring. Automation and Robotics in Pharmacy: Pharmacy operations will become more efficient in areas like medicine dispensing, inventory management, patient counseling, and intelligent reminders with the use of automation and robotics. Additionally, AI's predictive algorithms will help pharmacists spot potential drug interactions and dosing errors, enhancing patient safety. Supply Chain Optimization: Pharmaceutical supply chains are about to undergo a revolution thanks to AI technologies. Businesses may manage inventory, stockout issues, and waste more effectively with the help of these technology. Demand forecasting and logistics will benefit from predictive analytics, which will speed up distribution and improve resource allocation. Robotics will improve warehouse efficiency as global healthcare demands rise by automating sorting, packing, and distribution, guaranteeing that pharmaceuticals are delivered on schedule and in large quantities.
All things considered, AI, automation, and robotics have the potential to speed up drug discovery, increase operational efficiency, and enhance patient outcomes. There is a promising future for this area in the pharmaceutical industry, making healthcare more accessible and individualized for more people, but overcoming a number of obstacles will require continued work from stakeholders across the pharmaceutical ecosystem. The pharmaceutical industry as we know it will likely alter as a result of the advancement and integration of these biological sectors, which will enable businesses to satisfy the increasing demand while guaranteeing compliance and the best possible patient experience. (8)
Types of Robots
1. Industrial Robots – In the pharmaceutical industry, these robotic arms are frequently utilized for assembling, labeling, picking, and packing. By handling sensitive materials and carrying out repetitive tasks with extreme precision, they contribute to maintaining constant quality and increasing efficiency.
2. Automated Guided Vehicles (AGVs) – AGVs are self-navigating, mobile robots that move equipment, raw materials, and completed goods between locations in warehouses and industrial facilities. They follow preset routes using sensors and navigation systems.
3. Automated Dispensing Systems – These robotic devices, which are frequently used in pharmacies and medical facilities, precisely distribute medications and control stock levels. They support a variety of pharmaceutical goods, increase dispensing speed, and decrease drug errors.
4. Laboratory Automation Systems – Laboratory procedures like testing, analysis, and sample preparation are automated using robotic platforms. By improving output, precision, and consistency, they improve research and development. (9).
6m classification & identification of CCPS in an aseptic environment
The 6M Technique promotes continuous improvement in the production environment by assisting in the identification of process inefficiencies (5-7). CCPs for general aseptic operations discuss the scope of 6M. We have included parts in this study that specifically address situations that require special attention to testing and controls, such as powder injectables and large-volume parenteral (LVPs).
1 .Facility
Controls for a clean roomEvery point of intersection where garbage, people, and materials pass through is a source of worry. There is a lot of information available regarding the facilities requirements for aseptic operations. Prior to their intended usage, facilities are qualified. To find the CCPs, equipment qualifications, simulation studies, and validations are frequently carried out. Notably, the design needs to guarantee that there are no recesses that cannot be cleaned. The Grade A/B process spaces are not equipped with sinks or drains. Every other drain has its flora microbiologically monitored. To avoid contamination, modern building designs included distinct passageways for RM and FG movements as well as designated corridors for trash flow.
A crucial CCP is a positive pressure vari-ancevariation with the environment. Therefore, it is customary to maintain a pressure differential of at least 15 pascals between two different classified zones (regulation requires NLT 12 pascals) and at least 6 pascals (regulation requires NLT 4 pascals) between two rooms with the same classification (regulation requires NLT 4 pascals). To improve monitoring capabilities, calibrated magnehelic gauges that can record and sound warnings are frequently installed.) is routinely upheld. Calibrated magnehelic gauges capable of recording and generating alarms are often plac
All the Cleanrooms are qualified and classified based on applications. Grade A (Filling area, sterile laundry receipt, LAFs area, Mobile LAFs, sampling area for pre-sterilized components), Grade B (filtration area, Receipt area for filtered liquid, blending area of sterile APIs, receipt area of filtered liquid, blending area for sterile APIs, peripheral area of filling), Grade C (laundry washing, Compounding area, equipment washing area, secondary change rooms, unloading pre-sterilized components, handling pre-sterilized components) and Grade D (Primary change room, equipment washing area, vial washing area, plug washing area) areas are equipped with terminal HEPA (H14) (12-21). CNC areas (Vial inspection, Packaging and labelling, RM stores, Microbiology waste disposal area, Quality unit, Finished Goods store) are equipped with 5µ filtered air. Lux level in the vial inspection area is a CCP and shall range from 2000 – 3750 lux depending on operation. (10)
2. Men
Training, gowning qualification, health & hygiene Human activity in the cleanrooms is the primary reason for particulate and microbial contamination. CCPs such as routine self-inspection, materials for apparels, garment sterilization, maintenance and the overall gowning processes are critical. Standards for cleanroom garments are described and their quality can be assessed using various procedures . The Helmke Drum test that verifies the particle shedding, especially when a garment is washed multiple times, is critical. The number of wash cycles for garments is hence validated. Sterilized garments shall have a definite validity period and the sterility assurance level shall be NLT 10-6 after sterilization Gowning qualification tests the operator’s proficiency to don and doff the garments correctly and conduct EM in Grade B areas. Re-qualification criterion, other than the annual frequency, is also required. Companies use a risk-based approach to determine the places for sampling because no specific swab sample locations were documented in the literature (10).
3. Machinery (equipment, utilities & tools)
Since process equipment, utilities, and spare parts are situated in the Grade A area, control over their use and upkeep is crucial. Before the activity begins, a line clearance operation is carried out to enlist the various CCPs. For traceability purposes, the operation's handling of tools, utilities, and machinery is captured on video.
Process equipment & utilities
Automation enhanced data integrity and decreased human interference. To avoid contamination, the utmost level of automation is enabled on all approved process equipment. GAMP recommendations and 21 CFR Part 11 must be followed by equipment with data loggers and PLCs that can record and generate alarms in real time (27). Filter membranes must adhere to ISO 16610-21 (31). The majority of qualified utilities are filtered through 0.2µ porosity filters after coming into contact with the product solutions. A list of CCPs for different essential utilities is provided. The input material for WFI generation is purified water, and its quality is constantly assessed. Variable frequency drives were used in the most recent water purification systems to achieve the required flow velocity (NLT 1.3 mt/sec). When the operating restrictions are exceeded, the most recent technology is built to send SMS alerts to the relevant staff. Also, hooter alarms are equipped to alert the engineering personnel if there is a deviation in the set point conditions.
Tools & Spares management
In order to preserve sterility, all instruments brought into core regions are sterilized and kept there. Don't pick up and use any sterile tools or equipment that unintentionally falls on the ground. Rather, make sure the room has more sterile supplies. In order to maintain strict environmental cleanliness standards, all gloves and tools are made for a single usage and then thrown away. Sterilized glove ports are used in procedures to prevent contamination. To ensure their appropriateness for usage, latex gloves that have been pre-sterilized using either gamma or ethylene oxide are tested for sterility in batches. In order to avoid particulate contamination, these gloves are also powder-free.(10).
4. Materials and Methods Receipt of raw materials (RM)
Only authorized sellers may get RMs. Sterility tests are performed on pre-shipment samples of sterile APIs, rubber stoppers, and other gamma-sterilized materials, such as sterile PPEs. The order quantity is asked to be released from the supplier's location once the sterility has been confirmed. Once received, it is checked against an internal checklist. After being received, thermosensitive items must be properly packed with a temperature datalogger and stored under specified storage circumstances.
Sampling & dispensing
While excipients are sampled using (Square root of N + 1), non-sterile APIs are subjected to 100% sampling (9). AQL sampling techniques can be used for large receipts (33). The results of the pre-shipment sample are considered definitive for approving the batch, and sampling for sterile APIs is prohibited. Separate procedural controls are needed for buffers, antioxidants, and preservatives that are meant to be powdered for reconstitution (see discussion under CCPs for Powder injectables). Only after a satisfactory visual assessment with appropriate and specialized equipment may sampling be carried out. The sample instruments will also be subject to Current Trends in Biotechnology and Pharmacology investigations. For dispensing, reverse LAF systems that meet ISO 5 or Grade A/B standards are utilized.
Before beginning the activity, line clearance is confirmed. In-process material controls
Until manufacturing is finished, in-process materials must only be prepared in the Grade B area. To examine the impact of any unanticipated interventions during the process, hold time studies for solutions are conducted. At the conclusion of the hold period, the quality metrics must be similar to those of the final product.
Storage & despatch of finished goods
Finished goods (FGs) must be kept in a regulated environment with sufficient light and heat protection. The first-expiry-first-out methodology must be used in dispatch procedures, and the quantity reconciliation must be easily accessible. Each batch's retention samples must be kept in certain locations under physical lock and key so that any complaints or questions that may come up after dispatch can be looked into. For batch samples of finished goods, the retention period is one year longer than the specified shelf life. The specified shelf life for RMs is six months from the date of receipt. The entire contamination control strategy is largely unaffected by the storage and transportation of undamaged sealed containers.(10).
5. Methods (Processes & simulations)
Regular unit operations and process qualification. Finding CPPs that have trouble continuously meeting the CQAs over the course of the product life cycle will be part of the process qualification. Procedural controls should ideally be created. The process's CCPs are recognized and recorded. The batch size for viscous solutions is frequently limited by the compatibility, integrity, adsorbent qualities, and filtration time of filter membranes.
Aseptic process simulation (APS)
The products made by aseptic filling are highly risky, in contrast to terminal sterilization, where parametric release of materials is allowed. Only aseptically filled items are eligible for media fill studies (APS). In media fill studies, media are prepared and filled into containers as if the product were created, rather than the product itself being manufactured. The procedure goes over every step required for a certain product. Media fill studies must include all unit operations related to the product's manufacture. To make that the product can tolerate any unintentional contamination, this must be carried out under stressful circumstances. The entire task must be completed as if it were a standard procedure, without being staged to take extra safety precautions. This could result in a false negative. The Parenteral Drug Association gave advice on how many containers should be used for the media fill research. Failures in the APS are not permitted by the industry. Any failure necessitates a comprehensive investigation, identification of the organism—at least down to the genus level—as well as its source and remediation to stop it from happening again.(10).
6)Measurement (routine controls and monitoring)
Sterility assurance:
The degree of certainty that a particular product or unit that is advertised as sterile actually satisfies the requirements of sterility is known as sterility assurance. There are multiple restrictions over practices, utilities, and the environment, and the test is damaging. Sterility assurance is aided by controls over the components outlined in the 6M environment as well as other factors like lowering or doing away with interventions, putting in place a closed, restricted access barrier system (RABS), and conducting sufficient process simulations that incorporate preventive testing and recurring vendor qualifications.(10).
Cleaning the dispenser
The dispenser is cleaned in three stages using automated processes. The apparatus is initially sterilized with ethanol (Clean 1) after the residual activity has been eliminated (Rinse).
Lastly, cleaning with water once more eliminates the ethanol (Clean 2). Ethanol should be used to rinse the connection line between the synthesizer and dispenser each day. The leftover ethanol should then be eliminated by drying the line with helium and rinsing it with water for injection. The synthesizer needs to be ready to receive the water and ethanol for this process.
(11)
Advanced technological solutions are now essential for several reasons
1. Automation to Reduce Human Error
Robotics and automated systems can do repetitive operations with great accuracy, reducing human error and unpredictability. This automation improves repeatability and dependability by ensuring that procedures are consistently carried out in accordance with GMP requirements.
2. Enhanced Data Integrity and Management
Maintaining accurate, comprehensive, and compliant documentation is made simpler by cloud-based systems and advanced quality management software that consolidate records, automate data collection, and streamline paperwork. Additionally, these technologies assist regulatory reporting and audit preparation by enhancing data security and accessibility.
3. Predictive Analytics and Artificial Intelligence
Large datasets can be analyzed by AI and machine learning to spot trends, anticipate any compliance issues, and facilitate proactive quality control. Predictive analytics supports a proactive rather than reactive approach to GMP compliance by assisting manufacturers in identifying problems before they become more serious.
.
4. Improved Training and Knowledge Transfer
Augmented reality (AR) and other similar technologies offer immersive, interactive training experiences that improve staff comprehension and adherence to GMP protocols, particularly in complicated processes or high turnover workplaces.
5. Supply Chain Transparency and Security
Blockchain technology can be used to produce unchangeable records of each stage of the supply chain and production process, guaranteeing transparency and traceability.38. This increases customer and regulatory trust while assisting in the verification of compliance at every level.
6. Scalability and Flexibility
The scalability required to adjust to shifting production levels and regulatory requirements is provided by cloud computing and smart factory technologies. Additionally, they facilitate connection with other enterprise systems, which improves overall operational effectiveness. (12)
Relevance of SCADA Automation
All controls were manual prior to industrial automation. Costs increased as a result of the need for a large number of operators. Fortunately, throughout the past century, automation has advanced significantly. PLCs and SCADA systems are being used to accomplish simplified processes. PLCs are specialist computers used to monitor manufacturing processes by managing, controlling, storing, and transmitting data.
Batch Control Software
Batch control software is essential for automating and controlling production recipes, in addition to SCADA software, which excels in real-time system control.
These recipes offer organized instructions for sequentially operating several PLCs and the parts that go along with them.
Although batch control software and SCADA may occasionally be combined into one program or set of modules, it's crucial to keep in mind that they have different functions. (13)
Good Manufacturing Practices (GMP): challenges and opportunities
Good Manufacturing Practices (GMP) are the cornerstone of pharmaceutical quality, ensuring that products are consistently produced and controlled according to rigorous standards. In Recent industry surveys,18 the landscape for GMP compliance is characterized by both significant challenges and emerging opportunities driven by technological advancements. (14)
Challenges:
Evolving Regulatory Requirements: Companies must quickly adjust to new standards and submit to more frequent inspections as a result of regulatory bodies like the FDA, EMA, and WHO tightening their enforcement and updating GMP rules. The complexity of compliance is increased by this worldwide tightening, particularly for businesses that operate in numerous region
Resource Constraints: Many pharmaceutical companies struggle to manage the administrative burden of copious documentation, upgrade facilities, and implement new quality standards due to a lack of resources.
Documentation and Traceability: It is becoming more and more difficult to maintain accurate, thorough, and up-to-date documentation, especially with the move to electronic batch records and the requirement for increased supply chain openness.
Talent and Training: Skilled workers with training in GMP and the newest digital tools are in more demand. To keep employees informed about changing GMP regulations and best practices, regular and advanced training is crucial.
Operational and Supply Chain Challenges: Additional challenges to upholding GMP compliance include disruptions in international supply chains, growing expenses, and the incorporation of new technology like automation and artificial intelligence. (14)
Opportunities:
Digital Transformation: Traceability, efficiency, and quick reaction to deviations are being improved by sophisticated digital technologies such electronic batch records, manufacturing execution systems (MES), and real-time monitoring.
AI and Automation: Human error is decreasing, consistency is increasing, and compliance procedures are being streamlined through the use of blockchain for secure tracking, AI-driven compliance monitoring, and automated quality checks.
Global Harmonization: The threshold for product safety and quality is being raised globally by stricter and more standardized global GMP standards, which include improved API production regulations and export protocols.
Proactive Compliance Strategies: Businesses are better positioned to fulfill changing GMP requirements and stay out of trouble with the law if they invest in strong quality management systems, frequent internal audits, and thorough employee training. (14).
Current state of AI and automation in pharmaceuticals
Overview of AI and automation technologies
Artificial Intelligence (AI): Artificial intellect (AI) includes computer programs that imitate human intellect to carry out tasks like learning, reasoning, and self-correction. AI is utilized in the pharmaceutical sector for data analysis, predictive modeling, process optimization, and decision assistance, allowing for quicker and more precise results in R&D, manufacturing, and quality control.
Machine Learning (ML): ML is a branch of AI that uses algorithms to learn from big datasets in order to spot trends and forecast outcomes without the need for explicit programming.Drug research, clinical trial design, and process optimization all make extensive use of 40 ML, which lowers development costs and schedules.
Robotics: The employment of automated devices to carry out precise, dangerous, or repetitive physical activities is known as robotics. Robotics increases throughput, uniformity, and safety in the pharmaceutical industry by automating manufacturing, packing, sample handling, and visual inspection.
Robotic Process Automation (RPA): employs software bots to automate rule-based, repetitive digital processes including data entry, compliance reporting, and regulatory paperwork.41, This minimizes mistakes, cuts down on manual labor, and frees up human workers to concentrate on higher-value tasks.
Internet of Things (IoT): 42 IoT enables real-time data collection, monitoring, and control by connecting sensors, devices, and equipment throughout the industrial and supply chain. In pharmaceutical operations, IoT is crucial for automated quality control, predictive maintenance, and end-to-end traceability. (15)
Benefits of Automation in Pharmaceutical Manufacturing Industry
1 Improved Product Quality
Automation guarantees accurate control over manufacturing parameters, leading to constant product efficacy, safety, and quality.
2 Increased Efficiency and Productivity
Automated systems increase production output and shorten manufacturing times by operating continuously with little human involvement.
3. Decrease in Human Errors
Automation reduces operator error and manual handling, resulting in more dependable manufacturing processes.
4 Improved Adherence to Regulations
GMP, FDA, WHO, and ICH compliance is supported by automated data recording, audit trails, and electronic batch records.
5 Better Data Integrity
Real-time data collection and storage improve traceability and adherence to ALCOA+ principles, ensuring accurate and reliable documentation.
6 Cost Savings
Automation lowers labor costs, material waste, product recalls, and operating expenses over time, despite the high initial installation costs.
7 Improved Workplace Safety
Employee exposure to dangerous chemicals, sterile settings, and high-risk manufacturing processes is decreased by automated equipment.
8 Real-Time Monitoring and Process Control
Technologies like as PLC, SCADA, and DCS enable continuous monitoring and fast remedial measures when process abnormalities occur.
9 Predictive Maintenance
By anticipating equipment breakdowns before they occur, AI and IIoT-based systems can lower maintenance costs and downtime.
10 Enhanced Traceability and Supply Chain Management
Automation enhances transparency and recall management by enabling comprehensive tracking of raw materials, production procedures, and completed goods.
11 Faster Decision-Making
Real-time data from advanced analytics and AI enable manufacturers to move swiftly and decisively.
12 Support for Industry 4.0
Automation enables digitalization, smart manufacturing, and system integration for pharmaceutical production that is ready for the future.
CONCLUSION
Because automation improves productivity, accuracy, product quality, and regulatory compliance, it has become a key component of contemporary pharmaceutical manufacturing. Traditional manufacturing processes are now intelligent, highly controlled systems thanks to technologies like Robotics, Artificial Intelligence (AI), Distributed Control Systems (DCS), Supervisory Control and Data Acquisition (SCADA), Programmable Logic Controllers (PLC), and the Industrial Internet of Things (IIoT). In the end, these technologies result in safer and more economical medication manufacture by lowering human error, enhancing data integrity, enabling real-time monitoring, and supporting predictive maintenance.
Additionally, automation increases operational productivity and workplace safety while bolstering adherence to global regulatory requirements and Good Manufacturing Practices (GMP). Automation will become more and more important in delivering high-quality medications effectively and consistently as the pharmaceutical sector continues to embrace sector 4.0 and smart manufacturing technologies. Pharmaceutical manufacturing's future depends on fully integrated, data-driven, intelligent automated systems that can satisfy the world's expanding healthcare needs and guarantee improved patient outcomes.
REFERENCES
on_implementation_of_automation_in_the_pharmaceutical_industries/links/646639377020266 31656728d/A-review-on-implementation-of-automation-in-the-pharmaceutical-industries.pdf
_on_implementation_of_automation_in_the_pharmaceutical_industries/links/646639377020266 31656728d/A-review-on-implementation-of-automation-in-the-pharmaceutical-industries.pdf
_Pharmaceutical_Quality_Assurance_A_Comprehensive_Review/links/682cae448a76251f22e30 f8b/Automation-in-Pharmaceutical-Quality-Assurance-A-Comprehensive-Review.pdf
_perspectives_in_the_Manufacturing_of_Parenterals/links/687f9b6d4f72461c714fe5fd/Advanci ng-Cleanroom-Contamination-Control-Strategies-with-Automation-and-AI-Current-Status-and-F uture-perspectives-in-the-Manufacturing-of-Parenterals.pdf
on_implementation_of_automation_in_the_pharmaceutical_industries/links/646639377020266 31656728d/A-review-on-implementation-of-automation-in-the-pharmaceutical-industries.pdf
_on_implementation_of_automation_in_the_pharmaceutical_industries/links/646639377020266 31656728d/A-review-on-implementation-of-automation-in-the-pharmaceutical-industries.pdf
_Pharmaceutical_Quality_Assurance_A_Comprehensive_Review/links/682cae448a76251f22e30 f8b/Automation-in-Pharmaceutical-Quality-Assurance-A-Comprehensive-Review.pdf
_perspectives_in_the_Manufacturing_of_Parenterals/links/687f9b6d4f72461c714fe5fd/Advanci ng-Cleanroom-Contamination-Control-Strategies-with-Automation-and-AI-Current-Status-and-F uture-perspectives-in-the-Manufacturing-of-Parenterals.pdf


Tejashree Burungale Nikita Gavali Pankaj Shinde, Dr. Swati Burungale, Dr. Rajendra Patil, Role of Automation In Pharmaceutical Manufacturing Industry, Int. J. of Pharm. Sci., 2026, Vol 4, Issue 7, 3533-3547, https://doi.org/10.5281/zenodo.21412937
 10.5281/zenodo.21412937
10.5281/zenodo.21412937