
We use cookies to ensure our website works properly and to personalise your experience. Cookies policy
Department of Pharmaceutics, Chalapathi Institute of Pharmaceutical Sciences (A), Lam, Guntur, Andhra Pradesh
Freeze drying, also known as lyophilization, is a sophisticated dehydration technique extensively employed in pharmaceutical, food, biotechnology, and diagnostic industries for preserving heat-sensitive materials. The process includes Initial freezing of the product is followed by a controlled decrease in pressure. and allowing the frozen solvent to sublimate. Freeze drying maintains biological activity(Franks F, et al.,1998), increases shelf life, enhances stability, and preserves the structural characteristics of the product. This review article discusses in detail the principle, instrumentation, thermodynamic aspects, process stages, construction, operating parameters, types of freeze dryers, and industrial applications. Figures are included for conceptual clarity.
Drying is one of the most fundamental( Nail SL< Jiang S, Chongprasert S, Knopp SA, et al., 2002) unit operations used in pharmaceutical, chemical, food, and biotechnology industries. However, conventional drying involves the application of heat, often leading to degradation of thermolabile substances. Freeze drying (Tang XC, Pikal MJ, et al., 2004) also known as lyophilization, is considered the most gentle and effective method of removing water from heat-sensitive materials.
Historically, freeze drying was first used during World War II for preserving blood plasma and penicillin. Today, it is indispensable for producing stable biological formulations, injectable drugs, vaccines, enzymes, probiotics, and high-value food products. The method provides numerous advantages such as superior stability, excellent reconstitution ability, and minimal loss of activity, making it highly suitable for fragile molecules.
Freeze-dried products are light, porous, and stable at room temperature due to minimal residual moisture. This method also supports prolonged storage at ambient temperatures without the need for refrigeration. reducing cold-chain requirements in pharmaceutical and food supply chains.
2. PRINCIPLE OF FREEZE DRYING
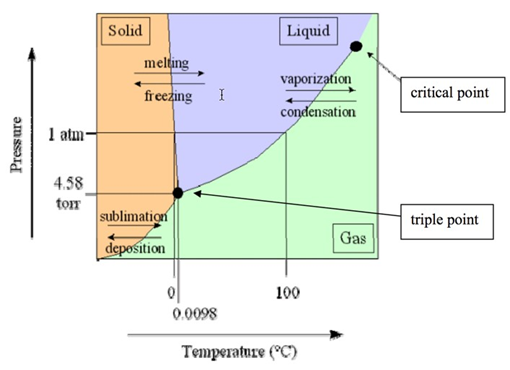
Freeze drying operates on the principle of sublimation, which is the direct phase transition of water from solid (ice) to vapor without undergoing a transition through the liquid phase..(Jennings, et al., 2010) Sublimation occurs when the temperature and pressure of the system are maintained below the triple point of water (0.01°C and 4.58 mmHg).
During the lyophilization process,(Pikal MJ, et al., 1990) the product is first frozen, and then vacuum is applied. The heat supplied to the frozen material causes ice to vaporize directly. This allows moisture removal at low temperatures, preventing denaturation, oxidation, and thermal degradation of sensitive materials.
THERMODYNAMIC PRINCIPLES OF SUBLIMATION
Freeze drying relies on precise control of heat and mass transfer (Pikal MJ, Roy ML, Shah S, et al., 1984)mechanisms. Key thermodynamic concepts include:
Sublimation is possible only when the system pressure is lower than the triple point of water.
2. Eutectic Temperature / Glass Transition Temperature (Tg')
The product must be frozen below its eutectic point or Tg’ to avoid melting or collapse during sublimation.
3. Vapor Pressure Gradient (Rambhatla S, Pikal MJ, et al., 2003)
Water vapor moves from the ice surface (high vapor pressure) to the condenser (low vapor pressure). The greater the gradient, the faster the sublimation.
4. Heat Supply
Controlled heat input compensates for the latent heat of sublimation. Excess heat can cause product collapse.
3. STAGES OF FREEZE DRYING
Freeze drying, or lyophilization,( Chang BS, Randall CS, et al., 1992)m is divided into three scientifically distinct stages: Freezing, Primary Drying, (Patel SM, Doen T, Pikal MJ, et al., 2010)and Secondary Drying. Each stage plays a crucial role in controlling the thermal behavior, mass transfer properties Sora I, Inoue Y, Yamada M, Furuta T, et all., 2003) and final quality of the dried product.
3.1.1 Freezing Stage
Freezing is the most critical phase because it determines the ice crystal structure, pore network, and sublimation rate during drying.
3.1.2 Cooling of the Product
The product is cooled to temperatures below its eutectic temperature (Teu) or glass transition temperature (Tg’) for amorphous systems.
Typical freezing temps: –20°C to –80°C.
3.1.3 Ice Nucleation
Ice nucleation is stochastic and influenced by:( Passot S, Fonseca F, Marin M, Alarcon-Lorca MP, Rolland D, Béal C, et al., 2009)f
Uncontrolled nucleation → variable product quality.
Controlled nucleation techniques include:
3.1.4 Crystal Growth Phase
Slow freezing → large crystals → high porosity → faster sublimation
Rapid freezing → small crystals → dense structure → higher resistance
3.1.5 Annealing (Optional)
Temperature cycling improves crystal size uniformity.
Steps:
Annealing reduces primary drying time significantly.
3.2 Primary Drying Stage (Sublimation Phase) (Hottot A, Vessot S, Andrieu J, et at., 2004)
This is the longest and most energy-consuming stage, where sublimation removes 90–95% of water.
3.2.1 Applying Vacuum
Chamber pressure is reduced to 50–300 mTorr, creating a vapor pressure difference between:
This gradient drives sublimation.
3.2.2. Heat Transfer During Sublimation (Rambhatla S, Ramot R, Bhugra C, Pikal MJ, et al., 2004)
Heat is supplied via shelves to provide latent heat of sublimation.
Key mechanisms:
The heat input must be controlled to avoid:
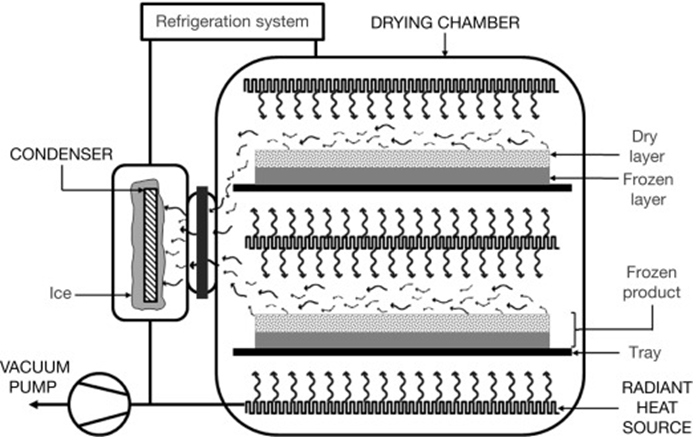
3.2.3. Movement of Sublimation Front
Sublimation starts at the top surface and moves downward.
This creates a dry layer and a frozen layer, separated by a moving sublimation interface.
Resistance increases as the dry layer thickens.
3.2.4. Role of Condenser
Vapor travels to the condenser (–50°C to –80°C) and freezes instantly.
This prevents vapor accumulation and pressure rise.
3.2.5. End of Primary Drying
Primary drying ends when:
3. Secondary Drying Stage
Secondary drying removes bound (chemically adsorbed) moisture, typically 1–5%.
3.3.1. Temperature Ramp-Up
Shelf temp gradually increased to 20–40°C. Heat drives water molecules trapped in:
3.3.2. Moisture Diffusion Mechanism
Internal water migrates to the surface and leaves as vapor.
Effective desorption depends on:
3.3.3. Achieving Final Moisture Content
Goal moisture = <1–2%
Low residual moisture prevents:
Secondary drying ends when product temperature stabilizes and no further moisture loss occurs.
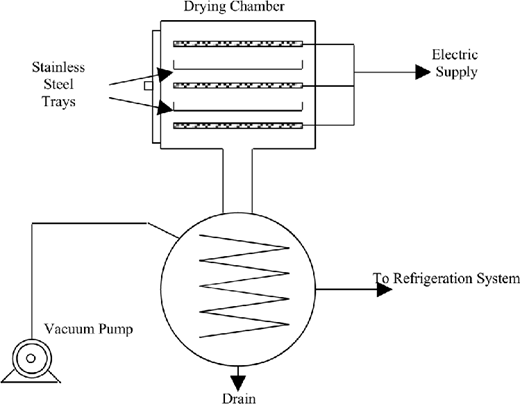
4. INSTRUMENTATION OF A FREEZE DRYER(Oetjen GW, et al., 1999)
A freeze dryer is a highly engineered system composed of multiple subsystems working in perfect coordination.
1. Drying Chamber
4.1.1 Construction
4.1.2 Shelves
4.1.3 Door Assembly
4.1.4 Vial/Stoppers System
Designed for automatic stoppering under vacuum.
4.2. Condenser System
4.2.1 Function
Captures vapor as ice to maintain vacuum.
4.2.2 Design
Condenser temperature: –40°C to –85°C
4. 3. Refrigeration System
4.3.1 Components
4.3.2 Purpose
Often uses a two-stage cascade for deep cooling.
4.4 Vacuum System
1. Components
2. Performance
Must achieve pressure as low as:
10–20 mTorr (industrial-grade)
4.5. Heat Transfer System
4.5.1 Working Fluid
Circulated via pump system to regulate shelf temperature.
4.6 Sensors and Instrumentation
4.6.1 Product Temperature Sensors
4.6.2 Pressure Measurement Sensors
4.6.3 PLC / SCADA Controls
Automatic control of:
5. DESIGN AND ASSEMBLY OF FREEZE DRYER (HIGHLY DETAILED)
5.1 Structural Frame and Chamber Design
5.1.1 Material Selection
5.1.2 Insulation
Polyurethane foam or vacuum panel insulation ensures minimal heat loss.
5.1.3 Chamber Geometry
5.2 Shelf System Design
5.2.1 Shelf Composition
Manufactured using:
5.2.2 Shelf Spacing
Optimized for vial height to allow uniform flow.
5.2.3 Shelf Mapping
Performed during validation to maintain an even distribution of temperature across the system.
5.3. Condenser Assembly
5.3.1 Ice Capacity
Sized based on water load:
Rule of thumb: condenser capacity = 1.5 × ice load
5.3.2 Coil Assembly Design
Multiple coil loops maximize surface area and improve freezing efficiency.
5.4. Refrigeration Unit Design
5.4.1 Single-Stage vs. Cascade System
Cascade is used for temperatures below –50°C.
5.4.2 Placement
5.5. Vacuum System Assembly
5.5.1 Pumping Line Design
Short, wide-diameter stainless steel tubing reduces resistance.
5.5.2 Moisture Protection
5.6. Control System Integration
The freeze dryer’s control system integrates all subsystems into one automated loop.
5.6.1 Features
5.6.2 Data Logging
Records:
6. TYPES OF FREEZE DRYERS
Freeze dryers can be classified into four major categories depending on their size, purpose and mode of operation. Each type differs in design, capacity, and application.
6.1. Laboratory Freeze Dryers
Laboratory freeze dryers are small-scale systems used for research, formulation development, and academic studies. They typically contain a compact drying chamber, 1–5 shelves, and moderate-capacity condenser. Laboratory units are ideal for drying small volumes of samples such as proteins, enzymes, vaccines, diagnostic reagents, and biological cultures.(Rey L, May JC., 2010)
Key Characteristics

6.2. Pilot-Scale Freeze Dryers
Pilot-scale freeze dryers operate between laboratory and industrial units. They are mainly used for scale-up studies, cycle optimization, and process development before full industrial production. They replicate industrial conditions but in smaller batches, helping in technology transfer.
Key Characteristics

6.3. Industrial Freeze Dryers
Industrial freeze dryers are large, fully automated systems used in pharmaceutical manufacturing, food processing, and biotechnology. They are designed for bulk production of freeze-dried vaccines, antibiotics, injectable formulations, probiotics, nutraceutical powders, and high-value food products.
Key Characteristics

7. OPERATION OF A FREEZE DRYER (LYOPHILIZER)
The operation of a freeze dryer is a intricate, multistep procedure that involves precise control over temperature, pressure, heat transfer, and mass transfer to ensure effective moisture removal while preserving the physical and chemical integrity of the product. The complete operation can be divided into pre-treatment, freezing, primary drying, secondary drying, stoppering, and post-drying handling. Each stage requires careful monitoring of critical parameters,( Hottot A, Vessot S, Andrieu J, et al., 2005) including shelf temperature, chamber pressure, product temperature, condenser efficiency, and drying kinetics.
6.1. Pre-Treatment of the Product
Before loading into the freeze dryer, the product undergoes necessary pre-processing to enhance stability and improve drying efficiency.
Pre-treatment includes:
The product is then partially stoppered to allow vapor escape while preventing contamination
7.2. Loading of Product and System Preparation
The product-filled vials or trays are placed on temperature-controlled shelves inside the drying chamber. Before starting the cycle:
7.3. Freezing Phase
Freezing is the most important step because the structure formed here will define drying behavior.
7.3.1. Cooling the Product
The shelves cool the product gradually or rapidly depending on formulation needs.
Typical freezing temperatures: –25°C to –50°C, sometimes lower.
7.3.2. Ice Nucleation
Ice crystal size directly affects:
Slow freezing forms larger crystals → faster sublimation
Fast freezing forms fine crystals → slower drying but better stability
7.3.3. Annealing (Optional)
The product temperature is cycled between –20°C and –40°C to grow larger ice crystals and improve sublimation efficiency.
At the end of the freezing stage, all free water is converted to solid ice, and the product temperature is well below eutectic temperature (Teu) or glass transition temperature (Tg′).
7.4.4. Primary Drying (Sublimation Stage)
This is the longest and most energy-intensive phase.
7.4.1. Application of Vacuum
Chamber the pressure is diminished to 50–300 mTorr, below the vapor pressure of ice. This initiates sublimation.
7.4.2. Controlled Heat Input from Shelves
Heat is supplied gently through the shelves to provide the energy needed for sublimation without melting the product.
7.4.3. Sublimation Interface Dynamics
The sublimation front moves from the top to the bottom of the frozen product.
Heat must be balanced exactly with the rate of vapor removal to avoid:
7.4.4. Vapor Capture at the Condenser
The sublimated water vapor travels through the chamber and deposits as ice on the condenser coils at –50°C to –80°C.This maintains vapor pressure gradient necessary for continuous dry
7.4.5. Monitoring During Primary Drying
Real-time measurements include:
7.4.6. Secondary Drying (Desorption Stage)
After sublimation, the product still contains adsorbed (bound) water molecules.
7.4.7. Temperature Ramp-Up
Shelf temperature is gradually increased to 20–40°C to release bound moisture.
7.4.8. Removal of Adsorbed Water
Desorption kinetics depend on:
The target final moisture content is 0.5% to 2%, depending on product stability requirements.
7.4.9. Endpoint of Secondary Drying
Drying is complete when:
This ensures long-term stability during storage.
7.5.0. Stoppering Under Vacuum
Once drying is complete, the rubber stoppers are fully inserted while still under vacuum to prevent moisture uptake.
The stoppering mechanism uses:
This ensures a sterile, airtight seal for each vial.
7.5.1.Venting and Cycle Completion
After stoppering, the chamber is backfilled with:
The chamber is then brought to atmospheric pressure, and the product is unloaded.
7.5.2. Post-Drying Handling
Freeze-dried products are extremely moisture-sensitive.
They are immediately transferred to:
Quality tests include:
OPERATION OF A FREEZE DRYER (LYOPHILIZER)
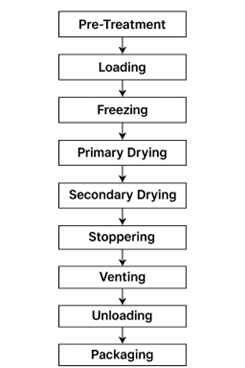
The complete operation of a freeze dryer involves a series of carefully controlled steps that ensure efficient sublimation and preservation of product quality. Each stage must be precisely monitored to maintain the desired temperature, vacuum, and drying parameters.
1. Pre-Treatment
Before lyophilization, the product is pre-processed to improve its stability and drying behaviour. This involves adding cryoprotectants and lyoprotectants such as sucrose, trehalose, or mannitol to protect the structure of biomolecules. The solution is filtered, degassed, and filled into sterile vials or trays. Pre-treatment determines the physical form, uniformity, and stability of the final lyophilized product.
2. Loading
The pre-treated product is loaded into the drying chamber on temperature-controlled shelves. The filling volume in each vial or tray is kept consistent to ensure uniform drying.
The chamber door is sealed, and system integrity is checked before operation. The condenser and vacuum pump are prepared for cycle initiation.
3. Freezing
The product is cooled to temperatures between –30°C and –80°C. During freezing, water in the product solidifies into ice crystals, forming a porous matrix that allows efficient vapor removal during drying. Controlled freezing and annealing may be performed to optimize crystal size and structure. This step ensures that the product temperature remains below the eutectic or glass transition temperature of the formulation.
4. Primary Drying (Sublimation Phase)
After freezing, the chamber pressure is reduced using a vacuum pump (typically 50–300 mTorr). Shelf temperature is then gradually increased to provide the latent heat of sublimation, causing the frozen water to convert directly into vapor. The vapor travels to the condenser and freezes on its coils at –40°C to –80°C with 85-95% of the moisture being eliminated during this phase. Precise control of temperature and pressure prevents product collapse or meltback.
5. Secondary Drying (Desorption Phase)
Once sublimation is complete, the remaining bound water molecules are removed by increasing the shelf temperature to 20–40°C. This stage eliminates moisture adsorbed in amorphous or crystalline regions of the material. The residual moisture is generally decreased to under 1–2%, supporting prolonged stability of the lyophilized cake.
6. Stoppering
After drying, the vials are sealed within the chamber while maintaining vacuum conditions.
Hydraulic or pneumatic stoppering systems press rubber stoppers into the vial necks.
Stoppering under vacuum prevents atmospheric moisture or contamination from re-entering the product. This is important step for maintaining sterility and integrity.
7. Venting
Once stoppering is complete, the chamber is slowly backfilled with sterile, inert gas commonly nitrogen or dry air—to restore atmospheric pressure. Venting must be performed gradually to prevent disturbance of the delicate dried cakes.
8. Unloading
After venting, the chamber door is opened, and the sealed vials or containers are removed.
Products are inspected for cake uniformity, dryness, and appearance. Any damaged or partially dried vials are separated.
9. Packaging
The freeze-dried products are immediately transferred into moisture-proof packaging materials such as aluminum foil pouches or glass containers. Desiccants may be added to control residual humidity.
10. Stability Testing
Final products are subjected to stability studies under various temperature and humidity conditions to ensure retention of potency, structure, and reconstitution time. Parameters tested include:
Flowchart of Freeze Drying
PROCESS PARAMETERS AFFECTING FREEZE DRYING (LYOPHILIZATION)
The efficiency and quality of freeze-drying are significantly influenced by several interrelated process parameters. Proper optimization of these parameters is essential to obtain a stable, porous, and easily reconstitutable product without compromising the structural or biological integrity of the active components. The major parameters include freezing rate, product formulation, chamber pressure, shelf temperature, heat transfer, sample thickness, and glass transition temperature.
1. Freezing Rate
The rate of freezing determines the ice crystal size, pore structure, and mass transfer resistance during drying.
An optimum freezing rate ensures a balance between drying efficiency and structural preservation. Controlled nucleation techniques such as vacuum-induced freezing or seeding can improve reproducibility between batches.
2. Product Formulation
The composition of the product directly affects its thermal behavior, collapse temperature, and residual moisture content.
A well-optimized formulation ensures product stability, uniform drying, and prevention of collapse or shrinkage during lyophilization.
3. Chamber Pressure
Chamber pressure controls the rate of sublimation and directly affects mass transfer.
During primary drying, the chamber pressure is maintained below the vapor pressure of ice (typically 50–300 mTorr).
Precise pressure regulation ensures efficient vapor removal and minimizes product stress. The ratio of product temperature to chamber pressure is critical for avoiding collapse or charring
4. Shelf Temperature Profile
Shelf temperature controls heat input to the frozen product. It is critical in both primary and secondary drying stages.
Improper temperature programming can cause melting, loss of structure, or excess residual moisture, whereas optimized control results in uniform drying and a well-structured cake.
5. Heat Transfer Characteristics
Heat transfer is the driving force for sublimation. It occurs mainly by conduction through the vial or tray, with minor contributions from radiation and convection.
The efficiency of heat transfer (depends on:
Good thermal contact ensures a consistent drying rate among vials. Non-uniform heat distribution may cause variable drying, leading to inconsistent product quality within the same batch.
6. Thickness of Sample
The depth or thickness of the frozen layer strongly affects the time required for complete drying.
For most pharmaceutical formulations, an optimum fill depth of 5–10 mm is maintained to balance drying efficiency and structural integrity.
7. Glass Transition Temperature (Tg’)
The glass transition temperature of the maximally freeze-concentrated solute (Tg’) defines the maximum allowable product temperature during primary drying.
If the product temperature exceeds Tg’, the amorphous matrix softens, leading to collapse, loss of structure, and poor reconstitution.
Maintaining the product below Tg’ throughout primary drying ensures the formation of a stable, porous matrix and prevents physical degradation.
8. Secondary Drying Temperature and Time
The parameters during secondary drying determine the removal of adsorbed moisture.
A gradual temperature ramp to 20–40°C over several hours is applied to desorb water without damaging the active ingredients. Excessive heating may denature proteins or degrade sensitive drugs.
9. Condenser Efficiency
The performance of the condenser also affects overall process efficiency.
If the condenser temperature is too high or the coil surface becomes saturated with ice, sublimation slows down due to insufficient vapor trapping. Therefore, condensers are maintained at –50°C to –80°C, and periodic defrosting is recommended for long drying cycles.
APPLICATIONS
Freeze drying is widely used in pharmaceutical, food, biotechnology, and diagnostic industries due to its unique ability to remove water by sublimation under low temperature and pressure, thereby preserving product integrity and extending shelf life.
1. Pharmaceutical Industry
Freeze drying is a critical process in the pharmaceutical sector for stabilizing thermolabile drugs and biologicals that are unstable in aqueous solutions.
It allows the production of sterile, stable, and easily reconstitutable dosage forms.
Major applications include:
Freeze drying provides excellent stability, rapid reconstitution, and prolonged shelf life for sterile pharmaceutical products.
2. Food Industry
In the food sector, freeze drying is used to preserve flavor, aroma (Krokida MK, Philippopoulos C, et al., 2005) color, and nutritional value without causing thermal degradation.
Applications include:
Freeze-dried foods exhibit lightweight structure, extended shelf stability, and fast rehydration properties, making them ideal for space foods, military rations, and emergency supplies.
3. Biotechnology
In biotechnology, freeze drying (Liapis AI, Bruttini R, et al., 2009)is indispensable for preserving biological materials and reagents that are sensitive to moisture or heat.
Applications include:
Lyophilization ensures long-term stability and maintains biological activity for research and industrial applications.
4. Diagnostic Industry
Freeze drying plays an important role in the preparation of stable diagnostic reagents, test kits, and molecular biology tools.
Applications include:
Freeze drying enables easy transport and storage of diagnostic materials without refrigeration, maintaining high activity and reliability.

ADVANTAGES
Freeze drying offers several technological and quality-related advantages compared to other drying methods.
LIMITATIONS
Despite its wide applicability, freeze drying has certain limitations that restrict its use for some products and industries.
CONCLUSION
Freeze drying (lyophilization) remains one of the most advanced and reliable preservation techniques in modern science and technology.
Its ability to maintain the structural, chemical, and biological stability of heat-sensitive products makes it indispensable for pharmaceuticals, biologicals, and high-value food products.
With recent advancements in automation, process analytical technology (PAT), vacuum system design, and energy-efficient condensers, freeze drying continues to be the gold standard for achieving superior product quality and long-term stability in critical applications.
REFERENCE

B. Keerthi, Lyophilization: A Scientific Review on Sublimation Based Drying, Instrumentation and Industrial Relevance: A Complete Working Process, Int. J. of Pharm. Sci., 2025, Vol 3, Issue 11, 3922-3939. https://doi.org/10.5281/zenodo.17701879
 10.5281/zenodo.17701879
10.5281/zenodo.17701879