
We use cookies to ensure our website works properly and to personalise your experience. Cookies policy
Dr. B. C. Roy College of Pharmacy and AHS, Bidhannagar, Durgapur, West-Bengal, 713206
Vasaka (Adhatoda vasica), a renowned herb in Ayurvedic medicine, is developed into a modern, standardized tablet dosage form to harness its well-documented expectorant, bronchodilator, antitussive, and anti-inflammatory actions. Adhatoda vasica belonging to family Acanthaceae, it is found mainly in India It is also called as Vasaka. The workflow includes authentication of raw material procurement,raw material processing, granulation, compression and GMP-compliant manufacturing using excipients that enhance stability and compressibility. Comprehensive quality evaluations—including physical tests, dissolution profiling, microbial limits, and stability studies—ensure consistency and safety. Tablet formulation provides advantages such as accurate dosing, improved patient compliance, extended shelf life, and options for modified-release profiles. Vasaka leaves contain quinazoline alkaloids such as vasicinone, vasicine, vasicinol etc. The study also incorporates safety assessments and reviews emerging research on Vasaka’s broader pharmacological potential, thereby bridging traditional knowledge with contemporary pharmaceutical science.
Vasaka (Adhatoda vasica), a well-known medicinal plant in Ayurveda and Siddha systems, has long been valued for its potent bronchodilator, expectorant, and anti-inflammatory properties. Its primary bioactive alkaloid, vasicine, along with vasicinone and related quinazoline derivatives, provides significant therapeutic benefits in the management of respiratory disorders such as asthma, bronchitis, COPD, and chronic cough.
Despite its proven efficacy, traditional preparations of Vasaka—such as fresh leaf juice, decoctions, and powders—often suffer from limitations including poor patient compliance, inconsistent dosing, and instability of active constituents. To overcome these challenges, the development of a standardized Vasaka tablet offers a more convenient, stable, and accurately dosed modern dosage form.

Figure 1: Vasaka leaves from BCRCP medicinal garden
The preparation of Vasaka tablets involves several key steps, including extraction of the plant material, authentication, evaluation studies-organoleptic, microscopic, morphological and physical evaluation with phytochemical investigation, pre-formulation studies, formulation design, tablet manufacturing procedures comprising granulation, compression, and quality evaluation. These processes ensure that the final tablet exhibits desirable physicochemical characteristics, optimum drug release, and reproducible therapeutic performance. The modernization of Vasaka leaves into a tablet form was performed to enhance its clinical utility but also supports scalability for industrial manufacturing, improved shelf life, and broader acceptability among patients.
1. VASAKA TABLETS PREPARATION:
Preparation of Vasaka Powder:
Fresh, mature Vasaka leaves were identified, collected & authenticated. Then the leaves were cleaned to remove dirt, dust and foreign matter. Leaves were washed with clean running water. Excess water was drained to avoid moisture retention during drying. Then the leaves were spread on trays or cloth in a single layer. Drying was done under shade to prevent degradation of alkaloids by sunlight. Dried leaves were coarsely broken by hand and pulverized in a mechanical grinder or mill. Uniform grinding ensures consistent particle size suitable for blending or extraction. Then the powder was passed through a #40 mesh sieve for uniformity. Coarse particles are reground and sieved again. Final powder showed good flow and compressibility properties.

Figure 2: Vasaka powder
Selection of Excipients :
Starch & Citric acid was choosen as disintegrant, calcium phosphate dibasic as diluent, Talc was used as glidant. Starch paste & gum acacia as a binder. Magnesium stearate was used as a lubricant, Methyl paraben & Propyl paraben as preservatives. To mask the extreme bitter taste of Vasaka Mannitol was used as taste masker.
FORMULATION TABLE
|
Serial No. |
Ingredients |
Category |
Quantity (mg) |
|
01. |
Vasaka |
API |
250 |
|
02. |
Starch |
Disintegrant |
65 |
|
03. |
Calcium Phosphate dibasic |
Diluent |
220 |
|
04. |
Purified talc |
Diluent |
30 |
|
05. |
Gum Acacia |
Binder |
78 |
|
06. |
Magnesium Stearate |
Lubricant |
4 |
|
07. |
Methyl paraben |
Preservatives |
1.5 |
|
08. |
Propyl paraben |
Preservatives |
1.5 |
|
09. |
Citric acid |
Disintegrant |
q.s |
|
10. |
Mannitol |
Taste masker |
q.s |
|
11. |
Distilled water |
solvent |
q.s |
|
TOTAL |
|
|
650mg |
Preparation of granules :
Granules were prepared by Wet granulation technique. The granules were prepared by first weighing the vasaka powder and dried it in a tray dryer for about 30–45 minutes. All excipients were weighed accurately, and after drying, citric acid was added to the vasaka powder and mixed thoroughly using a mortar and pestle. Mannitol was then incorporated and mixed well, followed by the addition of starch, talc, calcium phosphate dibasic, and methyl and propyl parabens, ensuring uniform blending. Distilled water was added slowly to the mixture to form a lumping mass, which was then passed through sieve No. 22 to obtain wet granules. These granules were dried in an oven for at least one hour and, if necessary, passed again through sieve No. 22 to achieve uniform size. Finally, magnesium stearate was added as a lubricant, and the prepared granules were made ready for compression into vasaka tablets.
Evaluation of granules :
(i) Bulk Density : Bulk density is defined as the mass of a powder divided by the bulk volume it occupies before tapping.
Procedure: A known weight of the Vasaka granules was taken in a clean, dry graduated measuring cylinder. The powder was poured gently without tapping, and the initial volume occupied by the granules was noted as the bulk volume.
Calculation :
Bulk density = Mass of powder/Bulk volume
=10/30 g/ml
= 0.33 g/ml
Where, Mass of powder = 10gm
Bulk volume = 30ml
(ii)Tapped density : Tapped density is defined as the mass of a powder divided by the volume it occupies after a specified number of tapping cycles.
Procedure : A known weight of Vasaka granules was placed in a graduated measuring cylinder. The cylinder was tapped mechanically or manually (usually 100 taps) until the volume becomes constant. The final volume was noted as the tapped volume.
Calculation :
Tapped density = Mass of powder/Tapped volume
= 10/23.8 g/ml
= 0.42 g/ml
Where, Mass of powder =10gm
Tapped volume = 23.8 ml
(iii) Angle of repose : The angle of repose (θ) is used to evaluate the flow property of powder or granules and is defined as the maximum angle between the surface of a pile of powder and the horizontal plane.
Procedure : The Vasaka granules were allowed to flow freely through a funnel fixed at a known height onto a flat surface to form a conical heap. The height (h) of the heap and the radius (r) of the base were measured.
Calculation :
Angle of Repose=tan-1(hr)
= 33.7˚
Where, height of heap(h)= 4.0 cm
ɵ radius of heap(r) = 6.0 cm
Thus, the angle of repose of the Vasaka granules was found 33.7˚, indicating good flow properties.
(iv) Moisture Content : Moisture content is determined by measuring the loss in weight of a sample after drying and is expressed as a percentage.
Procedure : A known weight of Vasaka granules was accurately weighed and placed in a hot air oven (usually at 105 °C) until a constant weight was obtained. The sample was then cooled in a desiccator and reweighed.
Calculation :
Moisture content = (Initial weight of sample – Final weight after drying) ˟ 100
Initial weight of sample
= (5.00-4.378) ˟ 100
5.00
= 12.44 %
Where, initial weight of sample was 5.00 gm & Final weight after drying was 4.378 gm.
(V) Particle size analysis :
Particle size analysis of Vasaka granules is commonly performed by sieve analysis, and the average particle size is calculated.
Procedure : A set of standard sieves (10, 20, 40, 60, 80, 100, and 120) was arranged in descending order and fixed to a sieve shaker. The sample was accurately weighed, placed on the top sieve, and covered with a lid. The sieve-shaking machine was then operated for 5 minutes to allow proper separation of particles. After shaking, the fractions retained on each sieve and the receiver at the bottom were carefully collected. Each fraction was weighed individually, and the weights were recorded for particle size analysis.
Calculation :
%Weight retained on sieve=Weight retained on sieveTotal weight of powder×100

The average particle size of Vasaka granules was found 0.9 mm (sieved through sieve no. #18 & #20).
Tablet Compression process :
The tablet compression process was carried out using a high-speed rotary tablet press and involves four main stages. In the filling stage, the prepared Vasaka granules were fed from the hopper into the die cavity, which determines the shape and size of the tablet. During metering, excess material was removed and the quantity of granules in the die cavity is accurately regulated by adjusting the position of the lower punch, ensuring uniform tablet weight and correct dosage. In the compression stage, the upper and lower punches move towards each other within the die cavity, and high pressure is applied through compression rollers to compact the granules into a solid tablet. Finally, in the ejection stage, the upper punch withdraws and the lower punch rises, pushing the compressed Vasaka tablet out of the die cavity and onto the discharge chute.
Figure 3: Prepared Vasaka tablets
2. EVALUATION OF VASAKA TABLETS :
(i) Thickness & Diameter measurement :
• Thickness and diameter should be controlled within ±5% variation of a standard value.
• Thickness and diameters of tablet can be measured by two equipment,
1.Micrometer: Here, put the tablet between two anvils and read it’s thickness by scale. It is measured in micrometre (mm).
2.Vernier calipers: Here, tablet was put between two jaws of vernier caliper and measure thickness of tablet by reading scale. It was measured in centimetre(cm).
The average thickness of prepared tablet was found 0.277 cm.
The average diameter of prepared tablet was found 0.669 cm.
So, here deviation of diameter & thickness was under ±5%. So, our expected quality matched.
(ii)Friability testing :
Theory:
Friability is defined as the percentage of weight loss by tablets due to mechanical action during the test. The tablets are weighed before and after testing. The friability is expressed as percentage loss on pretest weight. Friability refers to the ability of the compressed tablet to avoid fracture and breaking during the transport.
Procedure : Five tablets were randomly selected, dedusted, and accurately weighed to obtain the initial weight (W₁). The tablets were then placed in the drum of a Roche friabilator and rotated at 25 rpm for 4 minutes, corresponding to 100 revolutions. After completion of the rotations, the tablets were removed, carefully dedusted to eliminate loose particles, and reweighed to obtain the final weight (W₂). The percentage friability was calculated from the difference between the initial and final weights to assess the mechanical strength of the tablets.
Calculation :
Friability(%) = (W1-W2) ˟100
W1
= 0.923%
Where, Initial weight (W1) = 3.25gm
Final weight (W2) = 3.22gm
[Friability ≤ 1.0% indicates acceptable tablet strength]
Result : Friability of prepared tablets was found 0.923%.
(iii) Weight variation test :
Theory:
Tablet weight is mainly affected by factors such as tooling of the compression machine, head pressure, machine speed and flow properties of the powder. Inconsistent powder or granulate density and particle size distribution are common sources of weight variation during compression.
Variation between tablet with respect to dose and weight must be reduced to a minimum. Uniformity of weight is an in process test parameter which ensures consistency of dosage units during compression.

Fig: Digital Weighing Machine
|
IP/BP |
LIMIT |
USP |
|
80mg or less |
±10% |
130mg or less |
|
More than 80mg or less than 250mg |
±7.5% |
130mg to 324mg |
|
250mg or more |
±5% |
More than 324mg |
Procedure : Twenty tablets were randomly selected from the batch and weighed individually using an analytical balance. The individual weights were recorded and the average weight of the tablets was calculated. Each tablet’s weight was then compared with the average weight to determine the percentage deviation. The results were evaluated according to pharmacopeial limits to assess uniformity of weight among the tablets.
Result : As per the test the average weight of prepared product was 654 gm respectively.
(iv)Hardness test :
Theory:
Tablet hardness is the resistance to breakage, capping, or abrasion during handling and storage. It depends on tablet shape, composition, binder, and compression force. Though not an official I.P. test, it assesses mechanical strength using instruments like the Monsanto, Pfizer, Strong-Cobb, Schleuniger, and Erweka testers.
Units Of Hardness of Tablet: Tablet hardness is measured in the following units
Procedure : Five tablets were randomly selected from the batch and tested individually for hardness using a Monsanto or Pfizer hardness tester. Each tablet was placed between the jaws of the tester, and force was applied gradually until the tablet fractured. The force required to break each tablet was noted and recorded in kg/cm² (or Newtons). The average hardness value was calculated to assess the mechanical strength of the tablets.
Result : The average hardness of prepared tablet = 10.2 kg in Pfizer Hardness Tester .

Fig: Pfizer Hardness Tester Machine
(V) Disintegration test :
Theory:
The test is performed to determine that whether the tablets disintegrate within the prescribed time period when placed in liquid medium under the specified experimental condition or not.
The test is used to show how quickly the tablets breakdowns into smaller particles allow in a greater surface area for dissolution.
Procedure : Six tablets were placed individually in each tube of the disintegration test apparatus. A disc was placed over each tablet. The basket rack assembly was immersed in a beaker containing distilled water maintained at 37 ± 2°C. The apparatus was operated, and the time taken for each tablet to disintegrate completely, leaving no palpable mass except fragments of insoluble coating, was noted.
Result : Disintegration Test time for prepared tablet was found 15.54 min.
(vi) Microbial Assay :
Theory : The microbial study of Vasaka (Adhatoda vasica) is performed to evaluate its antibacterial potential, particularly against two medically important microorganisms: Staphylococcus aureus (Gram-positive) and Escherichia coli (Gram-negative). Vasaka contains bioactive alkaloids like vasicine and vasicinone, which are responsible for its antimicrobial, anti-inflammatory, and therapeutic properties. The study aims to determine how effectively the plant extract inhibits the growth of these organisms and to compare its activity across Gram-positive and Gram-negative bacteria.
In this assay, standardized cultures of S. aureus and E. coli are exposed to different concentrations of Vasaka extract using agar diffusion techniques. After incubation, the development of a clear zone around the extract indicates bacterial growth inhibition. The diameter of the zone of inhibition reflects the antibacterial strength of the extract. Vasaka typically shows stronger inhibition against Staphylococcus aureus due to the simpler cell wall structure of Gram-positive bacteria, which allows plant-derived alkaloids to diffuse more effectively. In contrast, E. coli has an outer membrane that restricts penetration, often resulting in weaker or moderate inhibition.Along with the test extract, a standard antibiotic (such as gentamicin) is used as a positive control to validate the method, while the solvent acts as a negative control to confirm that inhibition is caused only by the herbal extract. Higher concentrations of Vasaka usually demonstrate larger zones of inhibition, indicating dose-dependent antimicrobial activity.
This study highlights Vasaka’s promising antibacterial potential, especially against Gram-positive pathogens. Such findings support its traditional use in respiratory infections and justify further exploration of Vasaka as a natural antimicrobial agent.
Result : Vasaka shows higher zone of inhibition against Staphylococcus aureus than against Escherichia coli. Though its lesser compared to the zone of inhibition of antibiotic Gentamicin.
Observation :
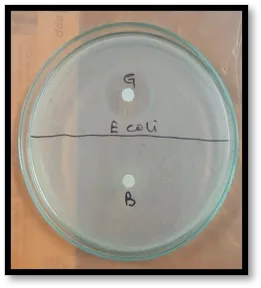
Fig : ZOI against E.coli
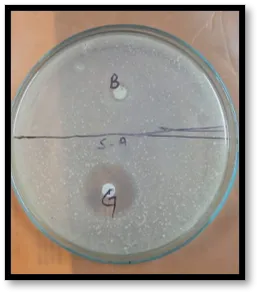
Fig : ZOI against S.aureus
As per image,
B – Test sample (Vasaka)
G- Gentamicin
PACKAGING OF VASAKA TABLETS :
Packaging plays a vital role in protecting and preserving medicines. It includes primary, secondary, and tertiary levels, each ensuring the product’s safety, quality, and easy handling during storage and transport.
In this work about ninety pieces of tablets have been manufactured mocking industrial steps, procedures and safety with the materials available according to available facilities. After completion of manufacturing, tablets were stored properly. For the packaging a suitable label with all necessary information was created and that was pasted properly with the containers, including a PIL (Patient Information Leaflet) too.
DRUG & EXCIPIENT PROFILE (of manufactured Vasaka Tablets) :
Vasaka (Adhatoda vasica) is a widely used herbal drug from the Acanthaceae family, primarily employed for its bronchodilator, expectorant, antitussive, and anti-inflammatory properties. The leaves contain active constituents such as vasicine, vasicinone, alkaloids, flavonoids, and tannins, which contribute to its therapeutic effects in respiratory disorders like cough, bronchitis, and asthma. Vasaka is slightly soluble in water and freely soluble in alcohol and acidic media. It is generally stable under normal storage conditions but is sensitive to moisture.
The tablet formulation uses pharmaceutically acceptable excipients to ensure optimal tablet performance. Dilutents such as Calcium phosphate dibasic & purified talc improve bulk and compressibility, while binders like starch paste & gum acacia provide mechanical strength and aid in granule formation. Disintegrants, including starch & citric acid, facilitate rapid tablet disintegration and drug release. Lubricants such as magnesium stearate reduce friction during compression and prevent sticking to punches, and glidants like talc enhance the flow properties of granules, ensuring uniform die filling.Methyl paraben & Propyl paraben were used as preservatives to prevent microbial contamination.Taste masker such as Mannitol used to mask the extreme bitter taste of Vasaka. These excipients are compatible with vasaka and collectively ensure tablets with consistent weight, adequate hardness, low friability, rapid disintegration, and satisfactory dissolution.
|
Sr No. |
Parameter |
Observation/Result |
Inference |
|
01 |
Appearance |
Solid |
------- |
|
02 |
Colour |
Green |
------- |
|
03 |
Shape |
Spherical |
------- |
|
04 |
Bulk density |
0.33 g/ml |
Moderate flow properties |
|
05 |
Tapped density |
0.42 g/ml |
Moderate compressibility |
|
06 |
Moisture content |
12.44% |
Acceptable for storage & compliance with standard |
|
07 |
Angle of repose |
33.7˚ |
Good flow properties |
|
08 |
Particle size |
0.9 mm |
Coarse particles, moderate uniformity |
|
08 |
Thickness & Diameter |
0.277cm & 0.669 cm |
Uniform die filling & consistent compression |
|
09 |
Weight variation |
654 gm |
Good batch uniformity & consistency |
|
10 |
Hardness |
10.2 kg |
Tablets possess high mechanical strength |
|
11 |
Disintegration |
15.54 min |
Slightly higher than the pharmacopeial limit |
|
12 |
Friability |
0.923% |
Acceptable range , adequate mechanical strength |
|
13 |
Microbial assay |
Higher ZOI against S.aureus than E.coli |
Effective against S.aureus |
The development of vasaka tablets has significant therapeutic, pharmaceutical, and clinical implications. Vasaka tablets provide a convenient, stable, and standardized solid dosage form for delivering the active constituents of Adhatoda vasica, improving patient compliance compared to traditional syrups and decoctions. Their bronchodilator, expectorant, and antitussive properties make them a valuable option in the management of respiratory disorders such as cough, bronchitis, asthma, and COPD, particularly as a supportive or adjunct therapy.From a pharmaceutical perspective, vasaka tablets facilitate accurate dosing, longer shelf life, and easier storage and transportation, enhancing product quality and accessibility. Clinically, they offer the potential for reduced side effects and better tolerability when used appropriately. Moreover, successful standardization and validation of vasaka tablets can promote the integration of herbal medicines into modern healthcare, encouraging further research, clinical trials, and regulatory acceptance of evidence-based phytopharmaceuticals.
LIMITATIONS :
Despite its therapeutic potential, the formulation of vasaka tablets presents several limitations. Being a herbal drug, vasaka exhibits batch-to-batch variability in active constituents such as vasicine and vasicinone due to differences in plant source, cultivation conditions, harvesting time, and extraction methods, which makes standardization challenging. The poor aqueous solubility of some phytoconstituents can lead to variable dissolution and bioavailability. Vasaka extract is also hygroscopic and sensitive to moisture, which may affect tablet stability, hardness, and shelf life if not properly protected.
Additionally, herbal powders often show poor flow and compressibility, requiring higher levels of excipients, which can increase tablet size and reduce patient compliance. The strong taste and odor of vasaka may cause palatability issues unless taste-masking techniques are applied. There is also limited availability of pharmacopeial monographs and validated assay methods for herbal tablets, making quality control more complex. Furthermore, limited clinical evidence and regulatory challenges for herbal formulations may restrict wider acceptance and commercialization compared to synthetic drugs.
CONCLUSION :
The formulation and evaluation of vasaka tablets demonstrated acceptable physicochemical properties, including uniform weight, adequate hardness, low friability, satisfactory disintegration and assay values, indicating the feasibility of developing a stable and standardized herbal tablet dosage form. The results support vasaka tablets as a promising alternative to conventional liquid herbal formulations, offering improved patient compliance, dose accuracy, and shelf life.
However, to establish their therapeutic efficacy and safety, well-designed clinical trials are essential. Future work should focus on randomized, controlled clinical studies to evaluate the effectiveness of vasaka tablets in respiratory conditions such as cough, bronchitis, asthma, and COPD. Pharmacokinetic and bioavailability studies are also required to correlate in vitro dissolution data with in vivo performance. Additionally, long-term safety, dose optimization, and comparative studies with marketed formulations should be conducted. Successful clinical validation will strengthen regulatory acceptance and support the integration of vasaka tablets into evidence-based respiratory therapy.
REFERENCES



Debarati Kundu, Prithwish Ghosh, Subham Dey, Formulation & Evaluation of Vasaka Tablets for Respiratory Therapeutic Applications, Int. J. of Pharm. Sci., 2026, Vol 4, Issue 6, 2751-2760. https://doi.org/10.5281/zenodo.20629229
 10.5281/zenodo.20629229
10.5281/zenodo.20629229